
����ʡ���������һ���̹�˾ �� ��
����ʡ���������һ���̹�˾ �� ��
������ҵ��Ѹ�ٷ�չ�Ժ��ӹ���������˸��ߵ�Ҫ�����ڻ��վ��¯��װ�������ԣ��ر��ǹ�¯�ܼ��Թ����ڰ�װ�����ܵ��ռ�λ�õ����ƣ������ĺ��ӷ����Ѳ�������������ĸ��¸�ѹ����ĺ�������Ҫ��Ϊ�ˣ�ͨ��һ��ʱ���̽����ʵ����ѵ������������µ�벻������ӹ��շ����������µĺ��ӷ����������ij��溸�ӷ����Ƚϣ��ڲ��ı�ԭ�к����豸�����ӹ��ߵ�����£����ó���벻����Ĺ����豸���ں��ӷ���Ͳ����ַ������˸ı䣬����ʹ�ú��������õ�����ߡ�
1 “�����Ϻ�”�ֹ��ټ�벻��������ص�
��1�� “�����º�”������“ʱ��3��”����λ����ͷ������λ�ջ���Ȼ������“ʱ��9��”��������ͷ��������λ�ջ�����ͷ������һ��ͷ������Ҫ���й�Ӳ�IJ������ܣ���������ͺ������ڽ�ͷ���γ��ڰ�����������δ�ۺϡ�δ����ȱ�ݡ�
��2�� “�����Ϻ�”����“ʱ��3��”����λ��������λ���ջ���Ȼ����“ʱ��7��”����λ��ͷ�������϶�����˿�������������Ӷ���Ч�Ŀ˷�������λ�ڰ���δ����δ�ۺϵ�ȱ�ݵIJ�����
��3��“�����Ϻ�”��������Ϻ��ڴβ��ֹ��绡�����ӹ����в���������մ�ȱ�ݡ�
��4��“�����º�”������ˮ����������ϱ����ڴβ㺸�ӹ�������淶ѡ���������������ȣ��ͺ������մ�����㡣�Ⱥ���һ��“�����º�”���ں�˿���Դ��������϶�����ڼ�˿����һ�����϶������������ĺ���Ϻ�һ�κ��������Dz������ȴ��Ϻ������ٴ��º���ȥ�ķ�����
��5�� “�����Ϻ�”���������ŵ㣬������ʱ�Դ���һ�������ԡ���������“ʱ��9��”������ʱ�������ڵĹ��谭��ʹ�������߽ϲ��˿Ҳ��һ�����ѡ���Ҫ��úõĺ��������辭һ��ʱ�䷴����ϰ��ʹ��˿�ͺ�ǹ�ڶ�Э��һ�¡�
2 ��ǰ��
��1�������͡�������¿��漰��Χ
��2�����硢��·�Ƿ�ͨ���豸������Ӧ״̬���á�
��3����϶һ�������3~
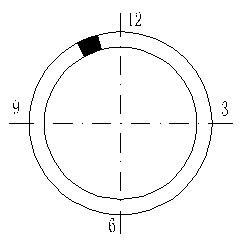
��4������װ�䶨λͼ��ͼ1��
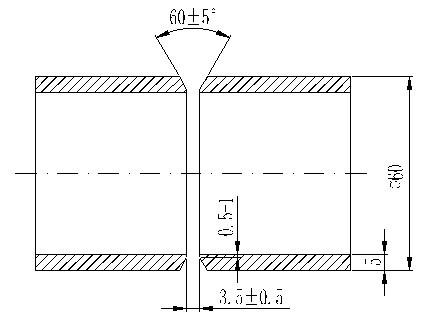
��5�������¿ڳߴ�ʾ���ͼ2��
3 “�����Ϻ�”�ֹ��ټ�벻�������
3.1 ���Ӳ���
����ֱ��
��1 TIG�����ղ���
|
��˿ |
��˿ֱ�� |
���ӵ��� |
�绡��ѹ |
�������� |
������� |
���� |
|
TIG—J50 |
|
90~ |
12~14V |
9~ |
99.99% |
ֱ������ |
3.2 ��������
��1������ˮƽ�̶���������λ�õ������ԣ����ڹ�֮��ֻ��ʮ������϶����˹����°벿���Ӳ����ѶȽϴ�Ϊ�˱�֤���������ۺ�����,���������ӷ����Ͼ����Ľ�����ײ����Dz��ô�������ʱ������λ�ã���λ����˿����������λ������λʱ������λ�ã��ջ���Ȼ�����ջ�����ͷ���ӽ�ͷ������������ʱ��9��λ�ã������ӷ���ʾ��ͼ��ͼ3��
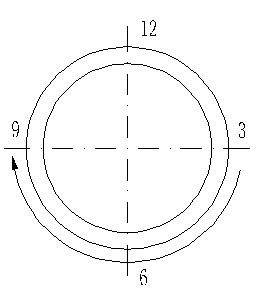
ͼ3 ���ӷ���ʾ��ͼ
��2���ڹܵ���������൱��“ʱ��3��”λ�ã����ø�Ƶ����װ����ȼ�绡��������˿��ʹ�绡�����¿�һ�࣬�������۱��ۻ��γ��۳غ���ʱ��˿���·��¿ڼ�϶������ڵ����۳ر��ͽ���˿�γɵ�һ����ˮ��Ȼ��������˿ʹ�۳���������˿�϶��۳غ͵绡ͬʱ�ڶ�����һ���¿��γ��۳�������ʱ��˿���۳����������϶���ʹ��ˮ����������������������Ҳ���ڹ�����������λ�Ľ�ͷ��
��3�����ӹ������ټ����۳ء���˿����������������ɼ��ٺ��ƻ��绡�ȶ��ԣ���˿�˲���Ҫ���������۳أ�Ӧ�������ȵ����۳���˿������ʱ��ʱ�����������ܱ�֤����������ۣ��ں���ͬʱ������ͨ���Կڼ�϶�۲�����溸���ۺ����������������ʱ������ǹ�Ƕȣ��ټ�������ֱ�ڹ������ģ��Ա�����۳ش�С��
��4����������λʱ��Ӧ����ʶ�ؽ���˿������“��”��ʹ�ܱ��ڲ����۳ر������Ա���������ݡ�������“ʱ��6��”λ��Ӧ���õ���˥�����ܣ��ʵ������۳��¶ȣ��Ա�������λ�ó��ְ��ӻ�����λ�ó��������ջ�ʱ��Ӧ���۳�����2~3��������ʹ�۳ر�����ͬʱ���۳����ɵ��¿ڲ࣬Ȼ���жϿ��ƿ��أ�����˥���۳��¶����ͣ��۳��ɴ��С���γ���Բ�Ρ��绡Ϩ���Ӧ�ӳ����ջ�������������Ա������������ֻ������Ƽ����ס�
��5����ͷǰ��Ӧ�Ƚ��ջ�����ĥ��б��״����б�º�
��6������ͷ��ǹ�ڹ������߷����70~80°�нǣ���˿�˲������б�����¿�һ��ǹС��������ڶ��ۻ��¿ڶ۱ߣ�����������ƶ�����˿���¿ڲ����������˶���ʽ��ϵ�����绡�ڵ�ǰ�������۳�ǰ�ʵ�״���롣��˿�ͽ��ٶ�Ҫ���ȣ�����ʱ��ʱ�����������ܱ�֤����������ۡ���ǹ����С���ڶ�ʱҪע���¿�����۱��ۻ��������ֹ��������δ��ȱ�ݡ����캸��“ʱ��9��”λ�ã����õ���˥��ʹ�۳��¶Ƚ��ͣ���ֹ�����������¶ȹ��߲��������������ջ�ʱ�ڱ�֤����������£�Ӧ�������Ϸ����ӣ��Ա����Ϸ�����λ��ͷ��
4 ��������
4.1 �������
���ܵĵ��溸����۳������ã�������ĸ��֮�����ƽ��������߶ȺͿ��ȷ���˫�溸����Ҫ����ȱ�������������溸�����ͬ�ܾ��ĺ��ڡ�
4.2 �����ڲ�
�����ڲ�������X����̽�˼��飬һ��Ƭ�ϸ��ʽϸߡ�“�����Ϻ�”���溸˫����κ��������ɿ�������������������������á��ٶȿ졢�����ڲ��������״ﵽ̽�˵�����Ҫ��
5 ����
ͨ����������о���Ӧ�ã��ֹ��ټ�벻�����ײ�“�����Ϻ�”���ӹ�������ѵ������ȡ���˱ȽϺõ�Ч�����͵�����װ�ص���ԣ���ʧΪһ�ֽϺõIJ���������
����Դ�������Ӽ������־������1-3��