
����ʡ������˾����������ѵ���Ľ�ʦ �� ��
����ʡ������˾����������ѵ���Ľ�ʦ �� ��
����ҡ�ڹ����ֹ��ټ�벻�����������������ҹ��˵�վ�����еõ�ʹ�á���ҡ�ڹ����ķ����Ժ����۳��¶Ƚ��п��ƣ�ʹ�۳��¶���ߵ��λ�ò��ϸı䣬��ʹ�۳ز�����ǰ�ƶ�����һ�ֺ��챳�漰����������õ���ӱ���ӷ����������صIJ����������ȶ��ĺ������������ӹ�������ͬ��
���ڻ��վ��¯��װ�������ԣ��ر��ǹ�¯�ܼ��Թ��ţ�ҡ�ڹ����ֹ��ټ�벻����ڰ�װ�������ܵ��ռ�λ�õ����ơ�Ϊ�ˣ�ͨ��һ��ʱ����о���ʵ����ѵ����������������µ�벻���“����˿”���ӹ��ա�
�µ�벻���“����˿”���ӹ��գ��ۺ���ҡ�ڹ����ֹ��ټ�벻������պͳ����ֹ��ټ�벻������յ��ص㣬�ڲ��ı�ԭ�к����豸�����ӹ��յ�����£����ó���벻����Ĺ����豸������������ģ��ҡ�ڹ������IJ������������ڴﵽ��ӽ�ҡ�ڹ������Ĺ���Ч����
1 “����˿”�ֹ��ټ�벻������յ���Ҫ�ص�
��1�� �Կڼ�϶����ҡ�ڹ����ֹ��ټ�벻����ͳ����ֹ��ټ�벻���֮�䣬һ�������3.5~
��2�� ̼�ֺ͵ͺϽ�ֲ�����
��3�� ����ѡ�ýϴ�ĶԿڼ�϶�����˷������о������ֵ�δ��ȱ�ݡ�δ�����ֹ��ټ�벻�������Σ��ȱ��֮һ��ѹ��������ѹ���ܵ��ֹ��ټ�벻�����������δ��ȱ�ݡ������ֹ��ټ�벻������գ�����ѡ�ý�С���¿ڼ�϶���¿����˿���ӣ���Դ�ִ����¿ںͺ�˿���м䣬ͨ�������δ��ȱ�ݣ���ɸ������ޡ�
��4�� ��ǹ�Ĵ����빤�������볣���ֹ��ټ�벻�����ͬ��
��5�� “����˿”�ֹ��ټ�벻������������¿��ڼ��ȡ��ۻ������¿ڻ��ײ㺸�죬���ƶ�������Դ����������ʵ�ֹ���ǰ�������ֱ������˿���Ժ�����ǰ�˶����п��ƣ�������İڶ��Ƕȿ��ơ������ۻ�����Ƚ�ֱ�ۡ��������ֹ��ټ�벻���ʱ��ǹΪ���������ڶ����ްڶ����ƶ����Ʒ�Ϊ����˿���ƣ���ǹ�ع����¿ڻ�ǰ������Ŀ��ƣ����Ұڶ��Ŀ��ƣ������빤������Ŀ��ƣ������ۻ��̶ȿ��ƣ������ۻ��̶��������������ƣ���һ�����ر����ѣ�����Ҫ����һ���IJ������ܣ�����Ӱ�������������ˣ�“����˿”�ֹ��ټ�벻����������Աȳ����ֹ��ټ�벻���Ч��Ҫ�á�
��6�� ���ڲ��ýϴ�ļ�϶��ʹ�����ı������κ��������ߵ͡���խһ�£��ر���ˮƽ�̶�����λ�õ��ڰ�ȱ�ݡ��ڳ��溸�ӷ�����ʱ��5����7��λ�õİ����Dz������һ�����⡣
��7�� �����۳������ƽ��ɿ��ƺ��Ӳ���¶ȣ������¶Ⱦ��ұ仯����ֹ���ֺ���ȱ�ݵIJ�����
��8�� �����ʵ��ĺ����ջ��������ջ�ʱ���绡���ٰڶ��������ɱ��ⳣ���Ļ���ȱ�ݡ�
��9�� Ϩ��ʱ�绡�Ͽ������Ѹ�������ջ�λ�ñ���5��10����������Ч�ر�����δ��ȴ���۷������
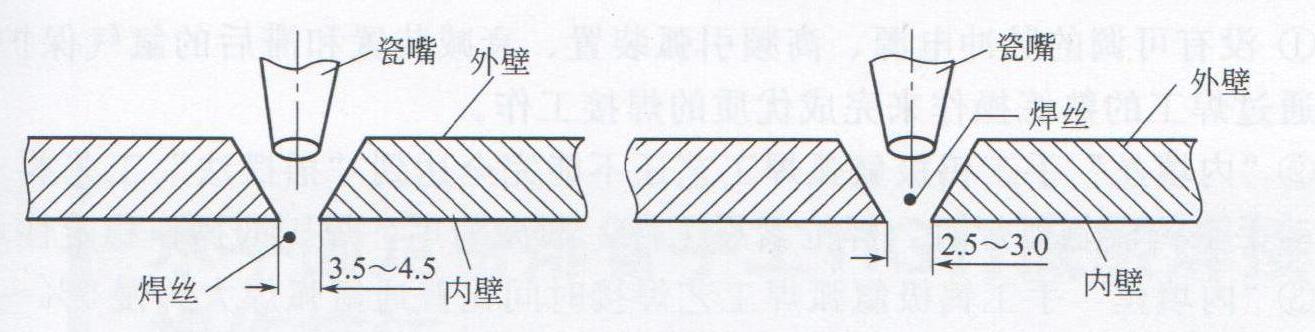
(a)����˿GTAW (b)����GTAW
ͼ1 ����˿�ͳ���GTAW�����Ƚ�
2 “����˿”�ֹ��ټ�벻����IJ���
“����˿”�ֹ��ټ�벻�����ҡ�ڹ����ֹ��ټ�벻���������������㣺
��1�� û�пɵ��������Դ����Ƶ����װ�á�˥��װ�ú��ͺ������������ܣ���Ҫͨ������������������������ʵĺ��ӹ�����
��2�� “����˿”�ֹ��ټ�벻������ջ�������ȫ�ﵽ“ҡ�ڷ�”����Ҫ��ҡ�ڹ����ֹ��ټ�벻���ʱ����ǹ��������������Ϊ�㣬�����IJ����ȶ������ӡ�
��3�� “����˿”�ֹ��ټ�벻������պ���ʱ�����ͨ벻�����Լ��5%-10%��
3 ����
ͨ���������������Ӧ�ã�“����˿”�ֹ��ټ�벻�����������ѵ�����������дﵽ�˱ȽϺõ�Ч����
����“����˿”�ֹ��ټ�벻���������ҡ�ڹ����ֹ��ټ�벻�����Ȼ�����һ��ȱ�ݣ����͵罨��ҵ�İ�װ�ص���Բ�ʧΪһ�ֽϺõIJ������ա��ڲ���ֺ�P91�ȸߺϽ�ֺ��ӹ����У����Ǵز���“����˿”�ֹ��ټ�벻������գ����˷��˸ߺϽ�ֺ��ӹ���������ˮճ�ȴ������ȶ���ɵĸ���δ�ۺϼ�δ���������ͬʱҲ������P91�ֶԺ����������Ŀ��ƣ��Ա�֤P91�ȸߺϽ�ֵĺ��������������õ����á�
����Դ�������Ӽ������־������ 1-2��