
�й���ѧ���̵�ʮ�����蹫˾�������������� �ﳱǿ
1 �����豸�����ϼ����ӹ淶
��1�������豸��A120�D400�ۻ������屣��������
��2��ĸ�ģ�1Cr18Ni9Ti��
��600mm����300mm����10mm��װ���ͼ��ͼ1��
��3��ʵо��˿��0Cr18Ni12V��Φ1.2mm��
��4���������壺98%Ar+2%O2 ��
��5�����ӹ淶��ֱ�����ӣ����ӹ淶����1��
��1 GMAWʵо��˿����1Cr18Ni9Ti�庸�ӹ淶
|
��� |
���ӵ��� ��A�� |
�绡��ѹ ��V�� |
������ʽ |
��˿���� ����mm�� |
����ֱ�� ��mm�� |
�������� ��L/min�� |
�����ٶ� ��cm/min�� |
|
�ײ� |
190��195 |
21 |
��·���� |
12��14 |
16 |
15~18 |
25~28 |
|
��� |
235��240 |
26 |
�������� |
13��15 |
16 |
15~18 |
42~50 |
2 ����Ҫ��
2.1 ��˿�������Ͱڶ�
�ײ㺸�Ӳ��������������ΰڶ����ڶ�����Ҫ���⣬�ں�������Ҫ����ʱͣ����ͣ��ʱ�绡����������
����㺸��Ҳ���������������ΰڶ�����ײ㺸�Ӳ�ͬ�����ں�������ͣ����ʱ��Ҫ�ȵײ㺸��ʱ����һЩ��
�ڵײ㺸��ʱ������һ���۳��γɺ�˿����ѹ���۳ص��غ��������1/2������ڶ����У���ͼ2�����ں��ӹ����У���˿��ʼ�������۳��ڰڶ������һ����˿�����۳����¿����߰ڶ�ʱ������˿���е��¿ڼ�϶��ʱ�����ڴ˴��ײ����нϴ�Ŀռ䣬������ѹ�ͻ��������ߣ���˿�ٶ����Լӿ죬��˿ͨ����϶����ĸ�ĺ��ۻ��������У�����ִ�˿�Ͷ�˿������ɷɽ������մ����������õ�ȱ�ݡ��������ж���Ҫ�ٴν�ͷ��ʱ����������۳ص�ǰ�˴�Լ5��8mm������ʱ���¿�һ�����������绡�ȶ�ȼ��ʱ���ٽ���˿�����۳��ڿ�ʼ�����ĺ��ӡ�
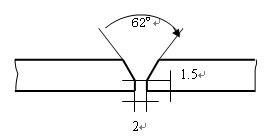
ͼ1 װ���ͼ ͼ2 ��˿���۳��е�λ��
2.2 �۳صĿ���
���������ӹ����У����뱣֤Ҫ��һ�������������ﵽһ���̶�ʱ���ܹ���֤���溸�캸��ͬʱ����������ʱҪ��ʱ�۲캸���۳�ǰ�˵��ۿ�(���Ϊ�ۿ�ЧӦ)���ۿ׳ߴ�ʼ�ձ����ڴ��ڶԿڼ�϶0.5��1mm���ҡ��������ۿ׳ߴ�������ʱ��˵�����溸���������ߣ��ټ�����ȥ���ᵼ�º������մ�����ʱӦ����ǰ���ٶȣ�����˿���¿��������ͣ���ѹ���۳غ������У�ֱ���ۿ׳ߴ�ָ�ԭ״���ٽ�����������˿���ӡ���������ۿ׳ߴ���Сֱ��û���ۿף�˵�����溸�������������δ������ʱӦ�ӿ�ǰ���ٶȣ���˿ѹ���۳ص�ǰ�벿��ֱ����˿��ֱ�����ۿ�Ϊ�����ߴ磬�ٽ��������ĺ��ӡ�
��֮���ں��ӹ�����Ӧ��ʱ���ں�ǹ��ǰ���ٶȣ�ʼ�ս��ۿױ�����һ���ijߴ��ڣ����ܵõ��������һ�¡��߶�һ�¡�����ƽ���ĺ��졣
�ڸ��溸�Ĺ����У������ڴ�������۵ι��������������ɣ���ʱ���ղ���������ۿ����ӣ������С��ҧ�ߣ�������治�����ȱ�ݡ�
2.3 ������������
����ʱӦע�������롣�����������ͣ���һ��Ӱ�캸�����ߣ��ڶ�ʹ���ɽ����ܱ��������ѹ�������۳أ�ʹ�۳ز����ϴ�IJ�������ɺ�����治ƽ���������屣���������γ������������ס�������������ʹ���屣��Ч�����ã�Ҳ���ײ������ס��ɽ���ҧ�ߵ�ȱ�ݡ�
�����ķ����ǣ�������ຸ�����8��10mm������ʱ�м�죬����ͣ��������������ͣ��ʱ��Ӧ���Ƶ�����ĸ߶ȣ��������׳���ҧ��ȱ�ݡ�
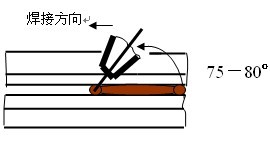
2.4 ��ǹ�ǶȵĿ���
��������������ۿ��뺸ǹ������źܴ�Ĺ�ϵ����ǹǰ���ԽС��ֱ�ڹ�����ͼ3a�����õ�����խ���ߵĺ��죻ǰ��Ǵ�õ���ƽ�����ĺ��죨ͼ3b����
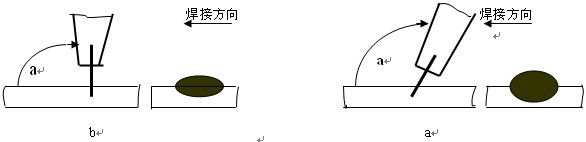
ͼ3 ��ǹ����뺸����״�Ĺ�ϵ
2.5 ������������
��Ȼ�����岻���������ϵ���Ƚϴ���GMAW�����ٶ�Ҫ������SMAW�����������У����Զ̺��죨��1m������ʱ����Ԥ�������������������
3 ��������
��ȫAr���������壬�Ժ�˿�������۵ι���ֻ�������˱������ã��෴���۵ι�������ѹ�����á����ԣ�����ʱ�绡Ʈ�ƣ��ۻ�������ĸ�ļ����Dz��ۺϣ����ҷɽ��������ﵽ����Ч������Ar�м������3����O2����ʹ�۵ι���ʱ���Գ��ȼ�գ��绡�����ȶ������Ǻ��ӷɽ��ϴ�ҧ�����أ������������������챳�������Ե������㡣����������������Ar�м�����25��CO2����ʱ�ĵ绡�ܹ��ȶ�ȼ�գ�����Ч���Ƚ����룬���Ǻ�����̼���أ��ڲ���ֺ����в�Ӧ��ȡ��
��С��3��O2�Ļ����Ϸ������������ȷ������Ar�м���2����O2, �亸��Ч�����Ը��ơ�����O2�����ã��ڵײ㺸��ʱ���۵��ڹ����еõ��˱Ƚϳ�ֵ�ȼ�գ��˷��˴�Ar�����е绡Ʈ�ƺ��ɽ�����ĸ�IJ����۵����⣻������۵ι��ɵ��ȶ��ԣ������ڴ���������������У��������۳ص������ԣ��ܹ��Ϻõؿ����۳���״����Ч�ؿ˷��˺���ҧ�ߡ��ɽ������������ܹ��õ��������ƽ���������ۺ����õĺ��죬��Ч���൱���롣
4 ���汣��
ͨ���ڲ���ֺ����г�������Ҫ�����⣬���챳��ҲҪ�����Ա������������ò����������ټ��Ϲ��ղ���ѡ�������溸�����׳��ֱ��治�⻬���������������������������屣�����乤�ս�Ϊ�����ҳɱ��ߣ������ں����з��֣��ڸ�������ʱ��ֻҪ������С������Χ�ڣ����ö�·������ʽ����˿���ȣ�ͬ�����Ի�ý�Ϊ����ı���Ч������ʩ�������У������ֳ�ʩ���������������ص�Ӱ�죬�ڶԽӺ���ĺ����п��Բ������ʳĵ�����ǿ���汣���������鷢���䱣��Ч�����롣
5 ��
������Ľ�����Կ���������98��Ar+2��O2��ʵо��˿����1Cr18Ni9Ti��������Ӽ����������ա����ռ�㡢�����Ͷ�ǿ�ȵ͡��ɱ��͡�ֻҪ���ղ���Ҫ�㡢���ղ����������������ȣ���ȫ��������ɱ��ϸߵ�ҩо��˿���ӡ�
����Դ�������Ӽ������־������1-12��