
ɽ���罨����˾ ������
�Ƶ��糧������������#5���ֻ������ϵ�һ��ƫ�����ڼӹ��Ĺ����У����ڼӹ���Ա�Գߴ�����������ƫ�����ߴ�ֱ����ӹ���
1 ������ѡ�������
1.1 �����ԺͿɲ����Է���
���ڸò��ʺ�̼���Ƚϸߣ���Ӳ������ر����ں��ӹ����У�ĸ�Ľ��������ײ��������ԵĴ�Ӳ��֯������HAZ���������ں�����ȴ�Ĺ����У���������̼�������γ��Ͼ������壬���ڽ����ϲ��������ƣ���ΪDZ�ڵ���Դ�����������Ӧ�����е����á��ò����ߴ���ϴ������мӹ��������������Ҳ���ڲ���֮������һ��������ҵ������ѡ���ֹ��ټ�벻�����������ö���������������������Ҫ��ʮ���Сʱ�������ֹ��绡��Ҳ��Ҫ��ʮ��Сʱ���ڶ�����ø��ֲ��ö���������գ��ں��ӹ����д���“��֯�Ŵ�”���ԣ������ں���HAZ�ļ����ٶȺܿ죬���ڵڶ������������ĵ�һ�����־������߱��˲�����Щ��֯�Ŵ��Ļ����������־�����δ�õ�ϸ���������ھ����߽����������ᾧ������������֯�Ŵ����ں�����Ӱ����������֯�Ŵ�֮�������һ�������֯ת��Ϊλ���Ͱ���������������Ͼ������塣������������֯Ӳ�Ⱥܸߣ����Һܴ࣬�Ǻ����в�ϣ�����ֵ���֯��ͨ�����������Dz��ѷ��֣����ֲ��ϵĺ����Ժܲ�������ڹ����Ƚϴ������������ܴ�Ҫ��ȡ�����ĸ�����ʩ����Ԥ�ȡ����¡������εȣ�����˵�ɲ�����Ҳ�Ƚϲ
1.2 ������ѡ��
���ڲ������⣬��Ҫ��֤���ӹ����в���������ȱ�ݣ���Ҫ��֤�����бȽϺõĻ�е�ӹ����ܣ�ֻ�ܲ���С�淶��С�����ĺ��Ӳ�������С��������ۺϱȡ�ͬʱ���پֲ��������������������²��ֹ���ֺ�����Ӧ�����ƻ������ƣ����ֹ��ټ�벻������������ѡ����Ժ��Ӳ��ϵ�ѡ������������⣬Ϊ�����ں��ӹ����п��ܳ��ֵ����⣬��������ѡ�ò���ֺ�˿���ɱ����ܱȽϸߣ������������Ƚ��б�֤�����⣬���ڹ����ִ�ǰԤ����һ�����Ҫ�Ĺ��մ�ʩ����ֵ�Ԥ�������ڽ�����Ӱ������Ӳ�ȣ����ƺ�������ԣ���С�������Ӧ�������ں��ӳ���ʱ��̫����Ϊ��֤�����ľֲ��¶ȣ���С�¶��ݶȣ�ͬʱҲΪ�˱��ֹ�����ֹͣ����ʱ���¶ȣ�����ѡ�ø��ٵ���ȣ����ܿ��Ʋ���¶ȣ����ܱ�֤�������¶ȡ����ڹ����ߴ���ϴ�Ϊ��ֹ���ӹ����У����ڹ�����ͬ��λ�������Ͳ�һ�£����¹������Σ�����ѡ�ô�ֱ�̶�����λ�á�
2 ������
��1�� ��ǰ������������������Ҫ�Ѻ�������ȥ�����ۡ�����ȣ���������ɫ���飬�Լ��鹤���Ƿ���ڱ�������ȱ�ݡ�
��2�� ���ӷ������ֹ��ټ�벻�����
��3�� ���Ӳ��ϣ�ER309��Φ
��4�� ���ղ�����Ϊ���ٺ�����������������С�淶��С��������������ĸ�ijɷ���Ĺ��ɣ�ֱ�����ӣ����ӵ���������80��105A�����ӵ�ѹ10��15V�����99.99%����������8��12L/min��
��5�� Ԥ�ȷ�ʽ�������Ϊ����ϻ���Ԥ�ȣ�Ԥ���¶�200��250�棬�����ٶ�
��6�� ����λ�ã�Ϊ��ֹ�����治һ�£��ں��ӹ������������ȵ��¹����Ӷȷ����仯������ֱ�ȷ���ƫ�ơ���ȡ��ֱ�̶�����λ�ã����������ա�
��7�� ����˳������ʼ�˿���ѡ��˲���1������ͼ1��ʾ��
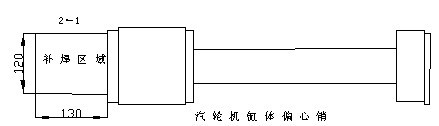
ͼ1 ���ֻ�����ƫ�����ṹ��ͼ
����ѡ�������ڹ��ɶ˶Ѻ�1���жѺ����������ɡ��ڱ�֤�㹻�Ŀ��Ⱥͺ�Ⱥ���Բ����������Ϸֵ��Ѻ���
��8�� ��������������������Ѻ�3�㣬Ԥ���㹻�ӹ����������е�һ�㺸������һЩ������С��
��9�� ������ʩ����������
��10�� ����һ�㣬������Ѻ������Ƿ����ȱ�ݣ������ơ����ס�δ�ۺϵȡ��緢�֣���ĥ������г��״�ĥ����ĥ�����Դ���ȱ�ݲ�λ��Ȼ���ٽ��в�����
3 ������
���ں���ʱ�����̫�����ڵ���ĺ��ӹ����У���һ�㲢δ���ꡣ��ȡ����
���ǣ����Ƕ�ԭ���ռ�ʱ���е�����Ԥ�ȡ����¡�����λ�á�����˳���Բ���ԭ���ա������ӷ����ͺ��ȴ����������µ�����
��1�� ���ӷ��������ȣ�����ĥ����������ԭ�����ϵ�ȱ�ݣ�����ɫ����ȷ�������ƺ��ٽ��в������ֹ��绡������һ������������ɡ����ӹ����в���ϣ�һ����ɡ�
��2�� ���Ӳ��ϣ�A507 Φ2.5
��3�� ���ղ�����ֱ�����ӣ����ӵ�����65��70��A��
��4�� ���Ӳ���������Ϊһ�㡣Ϊ��֤�㹻�ĺ��쿹��ǿ�ȣ�����Ҫ���Ժ�Ҫ�������ٺ������
��5�� ���ȴ�������������
��6�� �����飺�ڹ�����ȴ�����º���������ɫ���飬�Լ��鹤�������Ƿ�������ơ�����ȱ�ݡ�
4 ����
�����ڸù��������IJ��������У����Ǻ�����һ����Ҫ���ڣ���Ϊ���¿���������ȴ���������������ʶ����;����Ƿȱ����������ɺܴ�����ѡ��ڵڶ��β����Ĺ����У�������ϸ���ÿһ�����죬��ȷ�����κ�ȱ�ݲ������ٽ�����һ���ĺ��ӡ����ù�������е�ӹ����ﵽҪ��ߴ磬��ʱ����˹��̽������������¹ʶ�ʩ�����������ѣ��������ֳ�ʩ��Ҫ��֤�˹��̽��ȣ�Ϊ��˾�ֲ��˾�ľ�����ʧ��ͬʱҲΪ��˾Ӯ�������õ�������������ͨ��ʵ��֤���������ƶ��Ĺ��մ�ʩ����֮��Ч�ġ������ڽ��ܽ�ѵ��ͬʱ����ʱ�ܽᾭ�飬���γ����֡�����ϣ�����ͬ�����������������ʱ������Ϊ�ο�����Ϊ����ṩһЩ������
�ο����ף�
[1]������.����ұ��ѧ.��������е��ҵ�����磬1999.6��
[2]�����ֲ��дС��.�����ֲ�.��������е��ҵ�����磬1981.4
[3]������.���������ʴ�.�������й����������磬2005.11
����Դ���������������־������ 6-5��