
|
������
[ժҪ]�人���ʲ��������ʾƵ��ǿջ���Ϊ��������������������ȣ�������Լ��֧�ŵĸֹ�֧��Ϊ���ι����������������ϵĴ����ΪQ390B-Z15�ͺϽ��ǿ�ȸֳ���壬�������Ӷ����ϵ��������Ϊ���ͬ�ᡣ�Դ��ָ��ӹ����������ؼ����������о���ʵ�����������忪�۷�������ƴװģ�ⷨ���Լ�����庸�Ӽ���������������⣬���������б��ϡ�
[�ؼ���]�ֽṹ������Լ��֧�ţ�����壻���ͬ�ƴװģ��; ����
Technology of production for special-shaped component with great bearing capacity and coaxial porous of Wuhan International Expo Center
Ma Caiwang
Abstract: Starry Club of Wuhan international Expo center intercontinental hotel is super long-span and heavy ellipsoid steel corridor. The components which are the steel-reinforced supports for corridor’s BRB are special-shaped, great bearing capacity. Most of the parts in the components are Q390B-Z15 low alloy high strength steel super thick plate.Three pieces of connecting ear plate on the pin shaft hole must be porous coaxial. Research on key technologies of production for the complex components. Engineering practice shows that: the difficult problems were solved by the method with weld moving inward, the method with simulated of assembly, and the technology of welding for super thick plate. The quality of components is guaranteed.
Key Words: steel structure; BRB; super thick plate; porous coaxial, simulation assembly; weld.
���̸ſ�
�人���ʲ������Ķ���——�ʾƵ깤�̣������Ϊ5���ȹ����˫��¥��21�㡣˫��¥����֮�������г��ߴ������������������——�ǿջ���������18��20�����+�������������������Բ�����ǣ�15���ܵĿ��Ϊ42��45m�����е�11��������˫��¥�ֹǻ������ṹ�սӣ����������dz���Լ45m������40m����22m �����96.6m����15��18��֮�䣬�����GJ1��GJ2�ײ�������4������������Լ��б֧��,��8��,�����߳���Ϊ10.7m��14.8m��ÿ���ij��������ֵΪ15000kN����˴������������Լ��֧���ڹ�������������ÿ��������Լ��֧�Ž�����һ������¥��-�������ṹ(���θֹ��������ǽH�ֹ�) ��������Ϊ����Լ��б֧�ŵĸֹ�֧�������������������ģ����ͼ1��ʾ���ֹ�֧��������ͼ 2��ʾ��
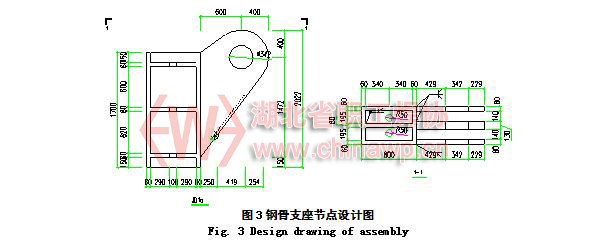
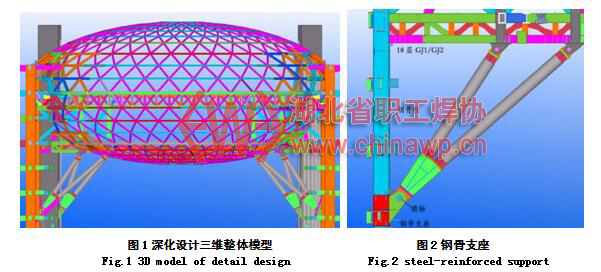 �����ѵ����� ����Լ��֧�ŵĸֹ�֧����������4������ͼ 3��ʾ��
��1������Լ��֧�ŵ���Ƴ������Ӷ���Ӧ�ĸֹ�֧���ij�����Ҳ�ܴ�֧�������IJ��Ϲ�������������ֲ��ƺ���ҪΪ�ͺϽ��ǿ�Ƚṹ��Q390��Q345�������Ҫ�г����130mm��80mm��60mm����Ӧ�ĸֲ��ƺ�Ϊ���к�ȷ������ܵ�Q390B-Z15�����֧�������ĸֲ��ƺš����������볣�湹����һ�������ϡ�����ȵij�����Ҫ��ߡ�
��2��֧�����˾�Ϊ����ʽ���ӣ�һ������ͬʱ����5�����Ӱ壬���ͬ�ᣬ����������ṫ��ֱ������2mm����������Ҫ��ߣ����ؽ���˳����װ��
��3���ڹ����ϣ�ÿ��֧��������Լ30��������Ӷ��ɣ���װ�����ӣ�����庸���׳��ֲ�״˺�ѡ����ӱ��ε��������⣬����ͱ��ο���Ҫ��ߡ�
 ���������� ��������ѵ㣬�����Ĺؼ�������Ҫ�������忪�۷�������ƴװģ�ⷨ���Ⱥ����۷�������庸�Ӽ���������⣬ȷ�������Ĺ�������������
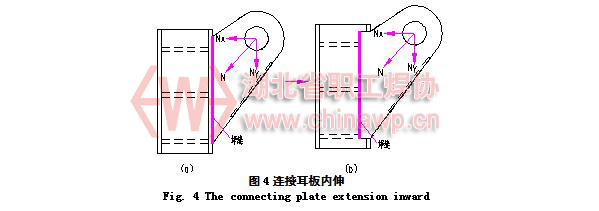
3.1���忪�۷�
��ͼ 4��a����ʾ,����Լ��֧���ֹǵ��������Ӷ�����Ҫ������������������������Ϊ15000kN������Լ��֧�ŵ�����N����ϸ���Ͽ����������Ӷ���������ܴ�N�ֽ�����������������Ӷ���֮��ĺ����ܵ�����Ϊѹ��Nx������Ny��ѹ��Nx�Ժ����Ӱ�첻������Ny�Ժ����Ӱ��ܴ����������ա����ۺϷ������������忪�۷������ͺ�����������գ���������Ϊ����ͼ 4��b����ʾ�����ұߵ���Ե���Ͽ��ۣ������Ӷ�����������Ե�壬���븹���Ӿ���Խӣ���Ч�����˳���庸�ӵIJ�״˺�����ӹ�����ȷ���˹����ij���������
 3.2����ƴװģ�⼼��
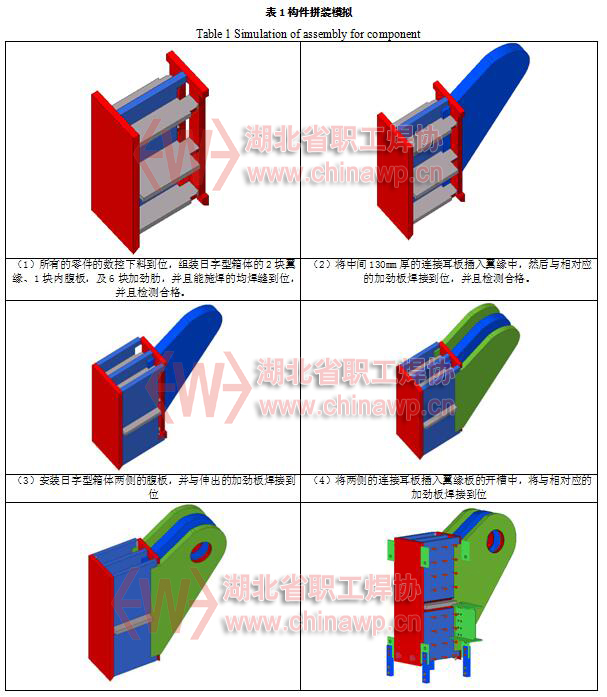
��������Լ��֧�ŵĸֹ�֧���ڵ�Ϊ���ι������ְ�����ݺύ���������ι����ڳ��������ӵĺ��죬�����г��ֳ���庸�Ӻ����״˺�ѵ�������ˣ���Ҫͨ���ڵ�ƴװģ�ⷨ��ȷ����������װ˳�����Ʒ�ֹ�����״˺�ѵĺ���ڵ㣬��� 1��ʾ���ڼ����ģ��ƴװ���̣�ֻ��һ��һ���ķ����жϣ��Ƿ����еĺ��춼���пɲ����ԣ����������ԣ�����Ҫע���������3������
1���������ƴװ��
2�����ֺ�����ʩ������������ڣ�3�����е��м�Ӿ��壬�����ģ�⣬�������ж�����ƴװ����һ��������ʩ����������Ҳ��ʵʩ����ֻ����ģ������з��ִ����⣬�Ż���취����������ู��Ͽ����Ӿ��崦�죬�Ž�����������
3��������ε����������������㰲װҪ�����Ⱥ����۷���3�����Ӷ�����������������庸�ӵ�λ���ٽ���������ף������Ƿ��������֮�����ۿ�ƴװ��ԭ�����ں�庸���Ʊػ�����������Σ�����3�����Ӷ�����β����ȣ���������λ�÷����仯���Ӷ���ײ�ͬ�ᣬ������˳����װ��
��ˣ�ֻ�о������η���ģ����ܵó������ģ����ڲ�����ƴװ˳��
 3.3����庸�Ӽ���
1�� ������
(1) �����豸
CO2���屣�������p�����p���Զ��и���p����ʽ�Զ�������������p�����¿��ǩp��������Ǽ����²��ϵȡ�
(2) ���Ӳ���
 (3) ���Ӳ���
 (4) �����Ԥ�ȵ����¶ȿ��Ʒ���
�������漰�ĺ��Ϊ60mm��80mm��130mm���ֲ��ƺž�ΪQ390B-Z15��Ԥ���Ǵ��������ȡ�Ĺ��մ�ʩ�����ݡ��ֽṹ���ӹ淶����GB50661-2011���ı�4.0.5�ͱ�7.6.2��֪���ֲ�����Ϊ���࣬60mm��t≤80mmʱ�����Ԥ���¶�Ϊ100�棬t��80mmʱ�����Ԥ���¶�Ϊ120�档��ʵ�������з��֣�����˺��Ͳ��ʵĸֲĽ���Ԥ�ȣ�Ϊ�˺��ӽ�ͷ�ﵽ���Ժá������Ƶ�Ч����Ҫ���Ԥ���¶ȣ���Ч���ͺ��ӽ�ͷ�Ĵ�Ӳ�������������ĸ�ĵ���СԤ���¶�Ӧ���� 4Ҫ��ִ�С�
��Ԥ�Ⱥ��ӹ����У������¶ȵĿ��ƶԺ��������кܴ�Ӱ�졣�����̵ĵ����¶ȿ�����225±25��,�����ܲ���ϵ�һ���Ժ�����ɣ��Է�����ĸ�Ĺ��ȶ�����������º������ܵĽ��͡�
�����̳����ĺ�ǰԤ�Ȳ��õ���ȷ��������¶ȵı����û�����ȷ��������ú����߲����Dz����¶ȡ�
 1�� ���ӹ��ռ�ʵʩ
(1) ѡ���յ�ԭ��
1�������ӽ�ͷ����ĸ�ĵİ�����ʱ�����ӹ��հ��Ϻ��ı�ѡ��ʵʩ��
2�������ӽ�ͷ����ĸ�ĵIJ��ʲ���ͬ�����ϸ�ǿ�Ⱥͽϸ�̼�����ĸֲļ�ʵʩ��
(2) �����������Ӳ���
�����������ӹ�������Ӧ�ĺ��ӹ��������������к��ӹ���ָ����
 (1) �������
���ڱ����̳����ĺ����¿�ԼΪ35�ȣ���ˣ������϶�ϴӶ�����������dz�������ʹ�õĺ��Ӽ����������̶���������õĺ����豸ΪCO2���屣������������С����ĸ�ĵ�����Ӱ�첻���ҿ��Ը��ƺ��ӽ�ͷ�����ܡ���Ϊ��������ǰһ�����Ǻ�һ������˵��һ��Ԥ�ȵĹ��̣���һ������ǰһ����������Ӱ���������ټ��ȣ�ʹ��������֯�����ܷ�������ؽᾧ���γ�ϸС�ĵ��ᾧ���൱��һ���������������˲��ϵ����Ժ����ԡ��ں��ӹ����У��Ͻ��ðڿ��������������������ӽ�ͷ�ľ���Ӧ���������������ƵIJ�����Ӧ��������ʩ�������Ƶ������¶ȣ���ʱ�������亸��������ɽ��������ж�ʩ���������Ӧ�Ȳ��������¶ȣ����¶ȵ��ڳ�ʼԤ���¶�ʱ��Ӧ���û�����ȷ�����Ԥ�ȣ������ټ������ӡ�
(2) ���ӱ��εĿ���
1���������ʱ��Ԥ����������ԣ�������ڳ������ԣ�5mm���İ����Ԥ��5mm��ԣ�����ں��ӳ��κ������˽��ж�ϳ��
2��װ��ǰ����Ҫ��ģ������dz�������ڹ����Ͻ��й�ƽ������Ϊ�߾���װ����Ϊ����
3���ڴ����ι���ǻ�������ù��ո��壬�ڹ�����������ʱ֧�źͼоߣ�Լ�������ں��ӹ����еı��Ρ�
4�������ι���Ϊ�����ν��棬��������ij���庸��ֻ�ܲ�ȡ�����¿ڼӵ�庸����˺����¿ڵ���ƺ���Ҫ���������ӹ����������¿ڽǶȶ���30��35�ȣ���϶Ϊ6mm��
5������ʱӦ��ȡ���жԳ���ɢ���ӣ��Լ�С���ӱ��Ρ����ι�������ĺ����ǶԳƵģ������������Զ�ͬһ����ĺ���ԳƵ���ʩ�����ں��ӹ����ú����û����죬�ͷź�����Ӧ����
(3) ������
���캸����ɺ��������������ȴ��������ڱ����̵ij���壬�����¶���300��350��֮�䣬�����¶Ȳ��ܹ��ͻ���ߣ�����������Ч�������ԣ�����ʱ���п����ں��ӽ�ͷ�вд���������֯�������ȴ�����ʱ�ñ���̺���а�������ֹ�����Ĺ���ɢ�����ܱ���ʱ�䲻С��1h�����������¡�
(4) ���Ӽ���
���Ӽ������Ҫ��Ϊ�Լ�ͼ�����Ρ�������(UT)̽�ˣ�̽�˱���ĸ�İ����40mm���µĺ���(UT)̽�˼����24Сʱ�Ժ����̽�ˣ�ĸ�İ�����40mm��(UT)̽�˼����40--48Сʱ�Ժ����̽�ˣ�����ﵽB����
��
(1) ���忪�۷������忪�ۣ�����������������Ӷ������죬��Ч�����˳���庸�ӵIJ�״˺������������������Ϲ�����������գ��ž��˰�ȫ������
��2���Դ������θ��ӹ�����ƴװ�����˽ڵ�ƴװģ�⼼����˳��ʵ����ÿ�������ƴװ��ÿ������ĺ��ӣ���ͼ 5��ʾ��
��3������庸�Ӽ����Դ��೬��幹�����������ϸ��ƶ��˺��Ӳ��ϡ���������Ҫ���ƶ����ӹ��յIJ�������ǰԤ�ȣ������µķ�������ֹ�˺���IJ�״˺�Ѻͺ�����Σ�ʵ���˴���������ʸ߾�������������������ɺ�Ч����ͼ 6��ʾ��
 �ο����ף� [[1]]½ͨ���������������ѣ���.�����������������������������ؼ�ʩ������[J].�ֽṹ��2014,29��11����71-74.
[[1]]�й�������ҵЭ��. GB/T 1591-2008�ͺϽ��ǿ�Ƚṹ��[S].����:�й���������,2008.
[[1]]�й�������ҵЭ��. GB/T 5313-2010��ȷ������ְܸ�[S].����:�й���������,2010.
[[1]]½���£������������������ƽ���������ij���Q460GJC�ֲ�ȫλ�ú��Ӽ���[J].ʩ������,2015,44(8):17��20.
[[1]]��ұ�����о���Ժ����˾. GB50661-2011�ֽṹ���ӹ淶[S].����:�й�������ҵ������,2011.
[[1]]�й�������ҵЭ��.GB/T 11345-2013�ֺ����ֹ�������̽�˷�����̽�˽���ּ�[S].����:�й���������,2013. |
||
|
||