
|
���ǡ���ռ������Ȫ������ƽ
�人���ؽ����ṹ���̼�������˾
ժҪ�����ṹ�����ò���Ϊ30CrMnSiA�����ݽṹ�����ð�ĵĹ��ѡ��30mm��Ľ��������ֺ�˿�ĺ��ӹ��������������ݶ��������飬�ƶ����˺����ĺ��ӹ��ռ����Ӳ������ɹ���ɴ��ͽṹ���ĺ��ӹ�����ͬʱҲΪ������Ϻ��ӷ����ṩ�˽�������Ͳο���
The structure of the materials used for 30CrMnSiA, according to the specification structure of the sheet metal optional 30mm plate for welding procedure qualification two wire, and according to the control test, developed a reasonable welding process and welding parameters, the successful completion of the large-scale structure welding work, while also providing solutions and reference for such material welded areas.
�ؼ��ʣ� 30CrMnSiA��Ԥ�ȣ����ӹ������������ͽṹ������˿
����
�ҹ�˾�ӵ�ij������Ʒ�����γߴ磺690×Φ4500/Φ3500��Բ���������ϣ�30CrMnSiA�������80mm��������8.4t������Ҫ�����к�������������ӣ�����Ҫ�����MT���ŷۣ���PT������̽�ˣ��ӹ�Ҫ��������¶�����Ҫ�ӹ�������һЩ��ļӹ�����Ҫ��ﵽRa0.4��
�� 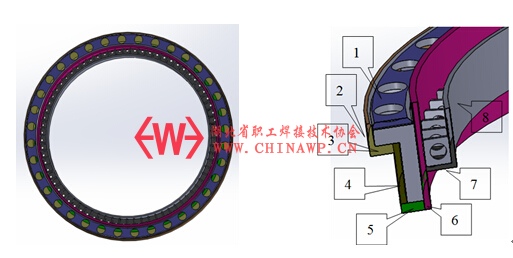 ͼ1�ṹ��άͼ ͼ2����ͼ
�˴��ͽṹ��Ϊij������Ʒ��Ϊ�ؼ��IJ���������̨������Ϊ��Ҫ��������֧�Ų������ù����ڽṹ����ԱȽϼ�����������ϵ������Ը����ӷ�������˼�������ѡ��ù���ʹ�õIJ���ȫ��Ϊ30CrMnSiA�ͺϽ��ǿ�ȸ֣���Ϊ���Ͻ�Ϊ���⡢�Ҹֲ�ÿ�ֵ��۴�16500Ԫ������������ǰ�����˴����ĵ����о����߷���һЩ������ҵ���������������漰�IJ�Ʒ���ϱ����Ҳ���벻������к��ӣ��Դ˽ṹ����˵ָ�����岻��
���ֲ����ҵ�λ��һ�νӴ���ͬ��Ҳδ���ⷽ����������顣�������Ĵ��������ף��ܽ��һЩ������������ݣ�������һЩ���飬�����ؼ�����Ա�������ƶ��˺��ӹ���������ѡȡ�˺��ʵĺ�ǰԤ���¶ȡ�����������ͺ�˿��������һϵ�е�����֮��ȷ����һ�������ĺ��ӹ��ա�
1. 30CrMnSiA���ϵĺ����Է���
30CrMnSiA��һ�ֵ��͵�Cr-Mn-Siϵͳ����̼���ʸ֡�30CrMnSiA����������ص�Ni�����ҹ��õ��˽�Ϊ�㷺��Ӧ�á����ָ��˻�״̬�µ���֯�������������壬����״̬�µ���֯Ϊ�ػ������壨ͳ�ƻػ������壩[1]���俹��ǿ�ȴﵽ1080MPa������ǿ��Ϊ835 MPa�������ֲ��ϵ��쳤�� δ5 (%)��≥10�����չ��ʺ���ѧ���Ƽ���̼������ʽ���㣬�øֵ�̼�����ߴ�0.73%�����нϸߵĴ�Ӳ�����ӽ�ͷ���׳���Ӳ�����������֯�������˺��ӽ�ͷ����������[2-3]��
�������������ϱ��ṹ�ص���ú�ǰԤ�Ⱥ����䣬����Ҫ����ʵ�ʰ�ĺ���ƶ������ĺ��ӹ���������
2. ���ӹ�������
2.1 ���ӷ�����ȷ����
���ݱ��ṹ�ص������벻����������绡����Ȼ����ǿ�������ˣ����������ڼ���Ʒ�Ĺ��̿��������Ա�֤�ģ����Ҳ��ʺϴ������Ĺ�ҵ�����������ڴ˻�������������ѡ�������屣�������к��ӡ�
2.2 ��˿��ȷ����
��������ļ������ںϽ�ṹ�֣�ͨ��Ҫ���������Ҫ�Ͻ�ɷ���ĸ�Ľ�����ͬ������ĺ�˿[4]���ڴ������ѡ�������ֺ�˿H18CrMoA��ER50-6��H08Mn2SiMoA������ʵ�ʲ�������ѡ����H18CrMoA��ER50-6�������ֺ�˿��
2.3 ����ѡ��
����������ѡ��CO2��Ar������壬��ϱ�Ϊ2:8�����崿��Ϊ99.9%����������ӿ��Կ˷����ڴ�CO2���屣������ȱ�㣬��CO2���屾�����н�ǿ�������ԣ�����ں��ӹ����л�����Ͻ�Ԫ�����𣬲������������ǿ�ķɽ������ڸ�������зɽ�����õ���Ч���ƣ�ͬʱ�������۳ص���ȡ�
2.4 ����ѡ��
���ṹ��ʹ�õİ�ĺ��Ϊ20-80������NB/T 47014-2011����“�ԽӺ����Լ�����뺸����ȹ涨”ѡ����36mm��ְ壬�������ܶ���ʹ�õĸְ�������¸��ǡ�
2.5 Ԥ���¶ȼ�����ʱ��ѡ��
Ԥ���¶ȳ���ȷ��Ϊ250�����ڷּ�����������ѡ�õ���Ԥ�ȴ��Ժ���λ�ý��м��ȣ����ȵ�250���Ժ���һ��Сʱ��ʹ���츽����ĸ�������¶ȴﵽһ�£������ں��ӹ����о�ʹ���۳��¶ȴﵽ�ȶ�һ�£����������ں����������ɢ����ݳ�����������������ơ�ͬʱҲ���ٺ��켰��Ӱ�����Ĵ�Ӳ�̶ȣ�����˺��ӽ�ͷ�Ŀ����ԣ�ȷ���˺���������
2.6 ����̽��
���ӹ�����������Ϊ����36×150×350��ɣ��������24Сʱ֮����������UT��������̽�ˣ���MT���ŷ�̽�ˣ���ʹ��JB/4730-2005������רҵ̽����Ա���ϸ��Ժ�����ȴ�����
2.7 �����ȴ����¶�ѡ��
Ϊ���������ӵIJ���Ӧ�����ȶ�������֯���ں�����ɺ���Ҫ�����ȴ��������������ȴ������ߡ�
����
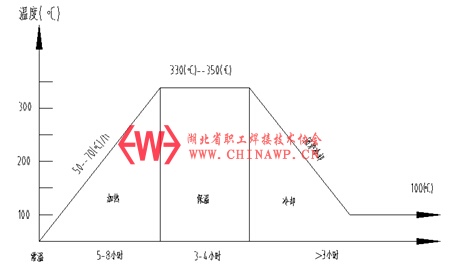 ͼ3�ȴ�������
2.8 �����������ݷ�����
����NB/T 47014-2011��������4���壬�����Ͻ��б�ţ��������Ŷ��ձ�������ʾ��
����λ�ã�H���Ẹ��P��ƽ����
��˿���ţ�B��ER50-6��C��H18CrMoA
��ĸ˵����L�����죬W��������J������
��ÿ�����Ϸֱ�ȡ�����Կ�ֱ������졢��������۽������飬���и���ָ��������ʾ��
��1��������
��2����������������
�������������������������屣�������ֺ�˿���ܴﵽͼֽ���Ҫ����ʵ������������Ч�濼�ǣ���������ER50-6��Ϊ����ʹ�ú�˿����ȷ����һ�������ĺ��ӹ��ա�
3. ʵ�ʺ����������ϴ�ʩ
3.1 ����ѡ���Ű棺
30CrMnSiA�������г��Ͻ������ʵİ�ģ��ӵ���������֮�����ȶ�ͼֽ������²�֣�������άͼ��ȷ�������¿���ʽ����ζ����ϳߴ����������������ĺ�ȷ�������ֿ��������İ�Ĺ��������ƻ���65.4�ֽ�Ϊ46.9�֣���ʡ�ɱ�Ϊ30.5���ڲ��ϵ���˾֮���ʼ���Ա���ȫ��������UT̽�ˣ�ִ�еı�ΪJB 4730-2005��
3.2 �ּ�������
���ṹΪ8����Ҫ������ɣ�����4��Բ����������Ϊ���ѣ���Ϊ����λ�ý�Ϊ����������Ҫ���ڹ�Բƴ�����֮�������ٴ��Ϲ����������¹�Բ������ֱ��4500mm��Բ����ƴ�����֮�����ܳ���3mm��ʹ�ֺż����㹤��Ҫ��
3.3 ���庸�ӣ�
���ṹ�����Ԥ���¶�Ҫ�ﵽ����Ҫ���ݹ���Ҫ������Ԥ�����ڹ�˾���˻�¯�н��м��ȵģ����ȵ�300������һ��ʱ�䣬��������ȴ��250������¯����ֱ��������24Сʱ����Ͻ��к��ӣ�һ������ɺ��������庸�ӹ������£�
3.3.1 ¯�ڹ����¶�������300��������2Сʱ����¯��ȴ��������������250������ʱ��¯�����躸�Ӳ�λ�⣬������¶���־�����ʯ���ǣ��ﵽ����Ч����
3.3.2 ʩ�������У���ȡ������������ĺ��ӷ�����ͬʱ��ͬһ�����첻Ҫһ������ɣ�ÿ�������þ��Ȳ�������ɺ��ӣ�
3.3.3 ���ӹ����д������η��棬��һ�η����ʱ��Ϊ���Էּ�1����ƽ�¿ں�����2���3����4���3��5���¿ں�ʱ�����������1/2ʱ�����з��档װ������Ԥ��Ҫ�������һ��ĺ��ӣ��������ȡ���������ɸ������к��ӣ�Ȼ����еڶ��η��棬��Ԥ�ȹ���Ҫ����ɵ�һ��ĺ��ӣ�
3.3.4 Ȼ����˻�¯�����˻��ս����˻�����
4. ���ۣ�
ͨ���ϸ�������������еĸ������ڣ���ÿһ�����ܳ�������Ļ�������һһ���н�����������еĺ��Ӿ���ͺͳ��켼�����ټ��Ϲ�˾ӵ�еĴ����˻�¯���ڸ����쵼�����£�ͨ��������Ա��������Ա�����ӹ���ʦ���ǵĹ�ͬŬ�������ձ��ʱ�����ʱ��ɵĹ��ص�����������˼�����Ա��������Ա������ʦ���ǵļ���ˮƽ��ͬʱ��30CrMnSiA����������Ϻ��ӵĹ��շ������������˷ḻ�ľ��飬ͬʱҲΪ������ͽṹ�������������ṩ��ʵ�����ݡ�
[1]������������Դ������������̬30CrMnSiA֧�ܵĵ�ǿ�Ⱥ��Ӽ����ο����о�[J]�� ���̲���Ӧ�ã�2013 ��40(3)��53-55
[2]�߷档�ȴ������ղ�����30CrMnSiA���ʸ���ѧ���ܺ���֯��Ӱ��[J]�� �ظּ�����2008��14(2)��24-25
[3]���»���ʯ���� 30CrMnSiA����ĺ��� [J] �������ͺ�������2009��91��23-124
[4]�Ŷ�ѫ��������ѡ����ʹ��(һ) [J]�����ӡ�1983��02:27-33
���� |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||