
�� �ӱ�ʡ�����س����㺸��ѧУ ������
���߰�����ì�и�����ѱ�ʵ��֤������һ����Ч���и���������ʵ�ù��ա������и��ڴ���ľ����ӭ��ѯ��
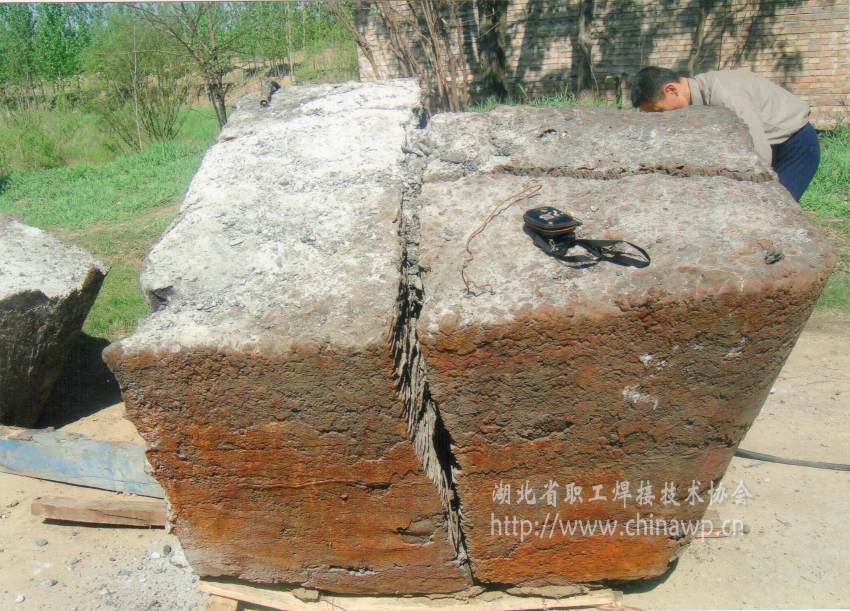
��ì�и�����һ��ϸ��ڸ�ѹ��ֹ���ͨ������ʹ�ֹ�ĩ�˺��������ȼ�ս��������и�ķ������������豸���������㡢�и��ٶȿ졢���ܹ�����ȡ���״��λ�����ƣ��ر������и������������������Ȳ��Һ��ʯ����������м��ȣ���˿ɽ�Լ����ȼ����ʵ��֤��������һ���и���������Ϊ��Ч�Ĺ��ռ�����

һ����ǰ��
1����ì�ֹ��ھ��ͳ��ȵ�ȷ��
�����ھ�Ϊ4��
|
������ȣ�mm�� |
500 |
1000 |
1500 |
2000 |
3000 |
|
��ì���ȣ�mm�� |
1500 |
2000 |
2500 |
3000 |
4000 |
2����ì���ܵ�ѡ��
����
3����ì������������ƿ������
�ó����ӹ������⾶
4����������ǹ
����������G01-300�����ƶ��ɣ�����
5����ì�и��䱸��Ա
��ì�и���Ҫ3���˲�����һ��������ì����һ����������ƿ��ѹ���ſ��أ��������������
6����ì�и�ܹ���λ�����ơ�Ϊȷ������˳�����У���������ڵײ�������и��жϣ���ǰ����������ص��150��

������
1�������
�����������������һ���ᴩ����������ȣ����ȡ���20��
2����ì�и�Ӧ��Χ
��ì�и������С�ƽ�����ӹ��շ�����
��ʽ�и�����ڳ����º�ȴ���1��̼�֡�������ð�ڡ������������������ر��Ǻ�����������и
3����ȼ��ì�ķ���
��ȼ��ì�����ַ�����һ���Dz����߽���ì�ֹ��������ڱ��������������ͬʱ���ȹ����ָ�ĩ�ˣ��ﵽȼ��ʱ��������ì�ֹ���ͨ��������ʼ���ʱѹ��ԽСԽ�ã����Ź����¶����ߣ�Ӧ�Ӵ���������һ�ַ����������������������Ȼ������ͽ���ì���������и
4����ì�ڸ���ڵ��ƶ����ٶ�
�ڸ������ì������������ϡ����ƶ����ƶ��ٶ�ȡ���ڹ����¶ȣ������¶�Խ���ƶ��ٶȾ�Խ�졣
5��������ȹ������и�ʱ���ڵ��²�
���ȹ������и�ʱ���Ȳ����ȣ��������ȼ�ձ�������������пں���������������������и���ѹ������ѹ�������Ը����ȴ�������������п��¶ȣ�ʹ�и��ٶȻ�������ˣ���ì��ȼ���뼯���ڸ���°벿�ϡ����ƶ���ֱ��������������Ϊֹ����������������и������������п��ϡ��µ��²
6����������
����Խ������Խ�����¶�Խ������Խ���и������������Բ�����Խ��


�ҴӰ�ʮ�����ʼ������ì�и����֮�����ɹ��и�������������ּ��������������������ùܵ��������ţ��豸Ͷ���٣�������ҵ�����㣬��ȫ�Ըߣ���һ��Ӧ�Ժ���и���Ч�Ĺ��ռ�����