
������������������������������ҵѧУ �´���
����ʵ��
һ��
���溸˫����ͺ��Ӽ������������Ͱ�ʮ����𱻹���ȷ��Ϊ����ȡ֤���Ե���Ҫ��Ŀ�����ŵ��溸˫����ͼ�������ߺ��ռ��������㷺Ӧ�õ�ʵ�ʽ�ѧ��ҵ��������ȥ��Ϊ�˸�����߷��ӵ��溸˫����ͺ��Ӽ������������Ƕ��������Ͻ�ˮƽ�̶��ܵĵ��溸˫����ͺ��Ӽ�����̽�����о����ܽ��һ���������Ͻ�ˮƽ�̶��ܵĺ��ӷ��������Ľ����������Ͻ�ˮƽ�̶��ܵĵ��溸˫����ͺ��ӷ�������������
1 ����װ��
����װ���ͼ1��
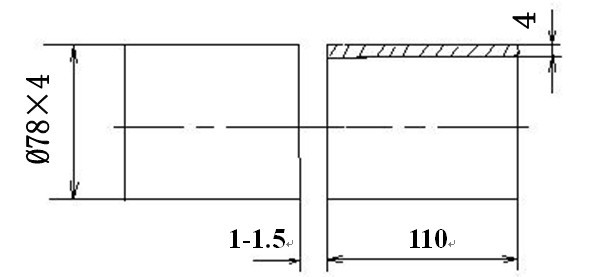
ͼ1 ����װ��ͼ
2 ��ǰ��
��1�� ĸ�ģ�
��2�� ���Ӳ��ϣ���˿SA1Mg5(HS331)��ֱ��Ϊ
��3�� ���ӵ�Դ��WS-400���ֹ��ټ�����벻�������
��4�� �����������������Ͻ����������ر���Ҫ��������˿������������10
�١��ñ�ͪ��ȥ��˿�������ۡ�
�ڡ���15%��������ˮ��Һ����ϴ10-15min��
�ۡ���ˮ��ϴ��
�ܡ���30%������Һ����ϴ2-5min��
�ݡ���ˮ��ϴɹ�ɡ�
��5�� �Լ���Լ�϶��ͼ1��ʼ����Ϊ
3 ���ӹ��ղ���ѡ��
��1���ټ������ټ���ֱ��ø
��2���������Ϊ10
��3�����ӵ���130
4 ���Ӳ���������Ҫ��
4.1 ����
����ʱҪ�ϸ�����ټ����������۳ص�λ�ã�����ǹ�ټ�Ӧ��ֱ�ڹ������ߣ����������ܵľ���Ҫ��ȣ���˿��ͨ���۳ص����߳�10-15°�������۳أ���ǹ�Ƕȣ���˿�Ƕȼ�ͼ2��
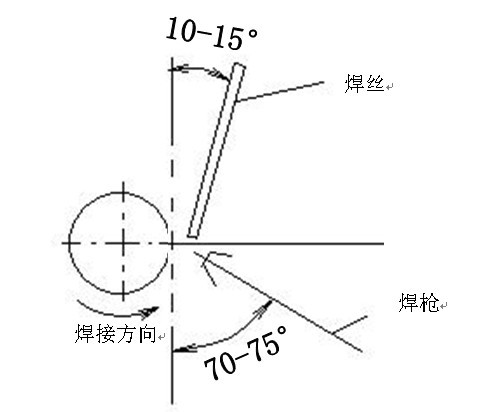
ͼ2 ��ǹ�Ƕ�
ʩ��ʱ���ֱ��ڹ�ǰ�벿�ͺ�벿������Ȧ���У�������λ������ƽ��λ�ý��������ڹ������ߺ�5
4.2 ��ͷ
�����м�Ľ�ͷ���������ӹ��̵���Ҫ���ڣ���ͷ���������뻵ֱ��Ӱ������������͵�������
�����м��ͷʱ�����绡��ȼ�����ԭ�۳أ����۳س��־ֲ��ۻ������۳��������Ӻ�˿���������۳�ǰ��ʱ�������������۳���˿���ɣ���벿����λ��Ӧ��ǰ�벿��λ�ú�Լ4
5 ����
�������Ͻ�ˮƽ�̶��ܵĺ��ӣ�����ຸ����Ŀ����д����Ե�һ�ֺ�����Ŀ��ͨ������������ʵ����֤���˺��ӷ�����ѧ�������������գ���ѵ���ڶ̣���Ч�죬�����˺������Ͷ�ǿ�ȣ���߹�Ч��������ĺ��ӷ������˺��ӷ����ڽ��������ܳ�������
����Դ�������Ӽ������־������2-5��
����������