
����������������ʱ���Ƽ��ɷ�����˾���ӹ���ʵ���� ������
1 ﯲ����ܸ���
��ǻ�ѧ���ʷdz����õ�Ԫ�أ��ڸ����¼���������еĸ������巢����Ӧ����ʴ����ʯ�͡����������ܵ���ҵ����ʹ�á���ﯺ���ʱ���������Ӱ�����ױ������е������⡢����Ԫ����Ⱦ������Ӳ����Ļ�������������Ե���״��֯��ʹ���ӽ�ͷ��Ӳ�ȡ�ǿ�����ߣ������½�����ʴ����Ҳ����½������ﯺ���ʱӦ���۳ء��������Ӱ�������г�ֵı�������ȫ����������ﯲĵĺ���һ�����ټ��������屣�����������ĺ��ӷ������������������������ӻ����͵��躸�ȡ����ĺ������ܺ��ѽ������ӱȽϽӽ�������ﯵ�������ϵ���͵���ģ��С��������ӱ��κͺ������Ӧ���Ƚ�С���ڲ�����Ⱦ������£����첻�׳��ֽᾧ���ƺ������ơ���ڸ�����һ�����������������Ӧ����
2 ���ĵ�ѡ���뺸�ӻ���Ҫ��
2.1 ���ĵ�ѡ��
���ﯺϽ���õ��ټ�벻�������ѡ�õĺ�˿һ����ĸ����ͬ������۱���⻬��Բ��������������ë�̡���Ƥ���ص������ơ���϶��ȱ�ݣ���Ҫʱ���н����ۼ�飬����������ƫ����������ȱ�ݡ��±��dz������ﯺϽ��Ƽ�ѡ�õĺ�˿��
��1 �������ﯺϽ��Ƽ�ѡ�õĺ�˿
|
��� |
ĸ���ƺţ�SB658�� |
��˿�ƺ�(AWS) |
|
1 |
R60702 |
ERZr2 |
|
2 |
R60704 |
ERZr3 |
|
3 |
R60705 |
ERZr4 |
2.2 ʩ������Ҫ��
(1) ����ר�õ�Ԥ�Ƴ��أ�ͬʱ���ӳ���Ӧ������ࡢ���
(2) �����¶�Ӧ����
(3) ���ӳ����Ͻ��к�ɫ�������ӡ��и��ĥ�ȹ�����
(4) �ֳ�����ʱӦ�з��磬�����ʩ�������ٴ���
3 ʩ����
3.1 ��Ա
����ﯲ�ʩ������Ա��������ﯲĵ������������ܺͻ�ѧ���ܵ�֪ʶ�����ڴ˻�������ȷ����ﯲĵİ��ˡ��и��Եȹ�����
3.2 �������¿���ʽ�����
��һ��������¿���ʽ�ͳߴ��ѡ��Ӧ�ص㿼�ǣ��������ڱ�֤���ӽ�ͷ�����������������������ڲ����ͼ��ٺ��ӱ��ε�ԭ������涨ʱ�������¿���ʽ�ͳߴ�ɲ���ͼ1��
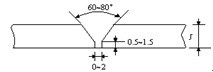
ͼ1 ﯲĺ����¿���ʽ
3.3 ﯲĵ�����
ﯲĹ����и�ǰӦ�˶Բ��ʺ�����ò��ʱ�ǵ���ֲ������Ӧʹ����ʴ�ļǺűʣ��Ͻ����ӡ��ﯲ��и�Ӧʹ�û�е��������ʹ�õ����ӻ�ɰ���и�и�ʱ����ת����ʹ��ʼ�մ������λ�ã����õ������и�ʱӦ��ȡ��ʩ��������������棬�Է����汻�����ˣ����û�е����ȥ����Ⱦ�㡣�������������ϵ����ÿ��ʹ��ǰӦ��࣬���κ����ﯲĹ��������û�е�ӹ�����к�Ӧʹ��ﱵ���ĥ�пڣ�Ȼ���ò����ˢ��綯�����˿�ֵȹ��ߣ���һ���ӹ���ʹ�¿ڱ���ƽ���⻬����ë�̡����ӡ�ɳ����ȱ�ݡ����ӡ��ܼ���Թ����У�������ǿ����ԣ��Ͻ��������˲��ϱ��档
3.4 ���
����ﯲĺ���ʱҺ̬�����������ر�ã������¿����װ��ʱ�۱ߡ���϶Ӧ�ϸ���ָ����涨�����⺸��ʱ�մ������ӹܼ���λ���Ĺ��մ�ʩ�����Ӳ���Ӧ����ʽ����һ�£��㺸�߶Ȳ��ó����ܱں��2/3����λ���ĺ��첻�������ơ������������ڵ�������ɫ��ȱ�ݣ�����Ӧ��ĥ��
4 ����
4.1 ��ǰ����
ﯲĵ��и���¿ڼӹ������Բ��û�е������Ҳ���Բ�����-��Ȳ�桢�����ӻ������и���������и�����ǿ�ҵĻ��̣��п��ܱ߲��ϱ�������Ⱦ�������ĥ���������˷ѡ�������и��ʱ�������ܲ��û�е��������⡢����ϳ���ꡢ�ٵȼӹ����������ˮ��ȴҺ���£�����������ɲ������ˡ��¿��ܱ�
��亸˿ʹ��ǰӦ���ܼ���������ϵ���֬���������ͻҳ�����������õĺ�˿Ӧ���ڸ���ɾ��ij�������
4.2 ���ӹ��ղ���
����1��
��1 ﯼ�ﯺϽ��ټ�벻������ղ���
|
ĸ�ĺ�ȣ�mm�� |
�ټ�ֱ ����mm�� |
��˿ֱ�� ��mm�� |
����� ��mm�� |
���ӵ��� ��A�� |
���������L/min�� |
����(m/h) |
��ע |
||
|
���� |
���� |
���� |
|||||||
|
0.8 |
1.6 |
1.2 |
10 |
45~55 |
8~10 |
------ |
6~8 |
|
�ֹ��ټ�벻��� |
|
1.6 |
2.0 |
1.6 |
10 |
50~60 |
8~10 |
14~16 |
6~8 |
||
|
2.0 |
3.0 |
2.0 |
12 |
60~70 |
8~10 |
14~16 |
6~8 |
||
|
3.0 |
3.0 |
2.0 |
14 |
95~120 |
12~14 |
16~18 |
12~14 |
||
|
4.0 |
4.0 |
2.0 |
16 |
140~150 |
12~14 |
16~18 |
12~14 |
||
|
5.0 |
4.0 |
2~3 |
18~20 |
165~175 |
12~14 |
16~18 |
12~14 |
||
|
6.0 |
4.0 |
2~3 |
18~20 |
165~185 |
14~16 |
16~18 |
14~16 |
||
|
12.0 |
4.0 |
3.0 |
18~20 |
170~200 |
18~20 |
20 |
14~16 |
||
|
0.5 |
1.6 |
1.2 |
10 |
40~50 |
8~10 |
-------- |
6~8 |
40~50 |
�Զ��� |
|
1.0 |
2.0 |
1.2 |
12 |
60~70 |
8~10 |
-------- |
6~8 |
38.4 |
|
|
1.6 |
3.0 |
1.6 |
14 |
70~80 |
8~10 |
14~16 |
6~8 |
38.4 |
|
��1�� ����������Ϊ��벣��������Ӧ�ﵽ99.99%����ƿװ���ѹ������0.1 Mpaʱ��Ӧֹͣʹ�á�
��2�� �ټ���ʩ��ǰӦ��ĥ����ͼ2��ʾ����״��
����������
����������������ͼ2 �ټ�ĥ�Ƶ���״
��3�� �ټ�벻�����Դ����ֱ�����ӡ�
��4�� ��ĺ���ʱӦ��������ƽ��λ�á��ܲĺ���ʱ��������ת������
��5�� ��ĸ���¶ȵ���
��6�� �ټ�벻������ø�Ƶ������Ϩ������˥����ʩ��ע���������ջ�����������֮ǰ���ȸ���ǹ�ͼ����ӵ����壨��β��������ʱ��ɳ�Щʱ�䣩��Ϩ��Ӧͨ������˥������ɣ�����ֹ����֮����Ӧ���������ں����۳�֮�ϣ�ֱ��������ȴ����β�ͱ��汣������Ӧ�������У�ֱ���������Ӱ������ȴ��
��7�� �����ֹ���˿��˵����˿Ӧ�����������۳ء�������˿���ܵ��´ӱ����Ķ��������еó��Ⱥ�˿��ͷ�������˿��ע��ӱ����Ķ���������ȡ������ö�ͷӦ��ȥ
��8�� ����۷����������ɫ����Ҫ������ϴ������ɫ����ɫӦʹ�øɾ��İ����岻���ˢ��ȥ���ڼ������к���֮ǰ����Ⱦ�ĺ���Ӧ���ô�ĥ����ϸ����ϴ��ȫ����ȥ������Ⱦ���صĺ����������ɾ��������б�Ҫ�������ɽ�����һ�����ӹ�����
��9�� ����װ�ü����ֵĽṹ�ͳߴ�Ӧ���ݽ�ͷ��ʽ�����ߴ�ȷ�����õ������ܽϺõIJ����Ƴɣ���״���뺸����Ե���Ʋ��ܹ������������档
��10�� Ӧ�ö�������·�ṩ������ı������壬����������ʱӦ���־��ȣ���������������ţ���·�в���������ˮ�ֺ��κ�й©����·�ܵ������������ܻ������������Ϲ��ӡ�
��11�� ���ӹ����У����ټ�������˿�죬Ӧֹͣ���ӣ�������Ⱦ�ĺ��⡢��ĥ������ټ���
��12�� ����˫�溸��ʱ��Ӧ���û�е�������������ֱ����¶��û���κ�ȱ�ݵĺ��������
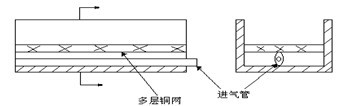
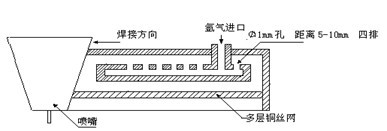
4.4 ���챳�漰�����������
�ܵ����챳�����屣��һ����ùܶ�����ܱ����ң��ܶ�Ӧ���н����ͳ����ף��Ա�������������ܶ�Ӧ���ڱ�������϶��������������ʱ����
ͼ3 �¹��γɱ�������С��
ͼ4 ��ԽӺ��챳�汣��
4.5 ������ϱ���װ��
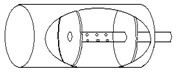
������ϱ���һ��������֣�С��������ֿ��Ժͺ�ǹ����һ�𣬺���ʱ����ֱ���������ã�Ҳ��������һ���˵����ֳ����ָ��ٲ�������������Ӧ�ɵ������ܺõIJ����Ƴɣ���ͭ�����ȣ����ֵ���״���ߴ硢���ʰ뾶Ӧ���ݹܾ���������ʽ�����������з�϶������ӦԲ������Ҫʱ���ڿ�����ͨˮ��ȴɢ�ȣ�������ʽ����ͼ5��
�������������������� ͼ5 ������ϱ���װ��
5 ﯹܺ���ʵ��
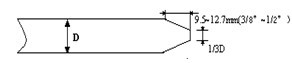
��1���¿���ʽ����ͼ6��
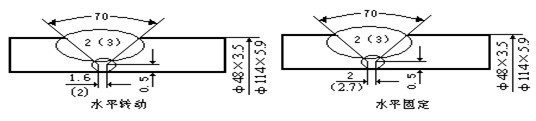
ͼ6 ﯹܺ����¿�
ͼ7 ��ǹ����ı���
��2�����ӵ�Դ������ʱ���ټ�����벻��������ú������и�Ƶ����������˥������ǰ��������ʱ�����ȹ��ܡ�����ʱ����ֱ�����ӷ�ʽ�������õ缫Ϊφ2.4���ټ���ﯺ���ʱ���缫�����������Ӱ��������Ч�����ڲ�Ӱ��۲��۳ص�����£��缫���Ӧ�������̣��缫�쳤������
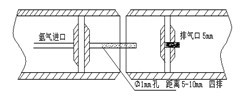
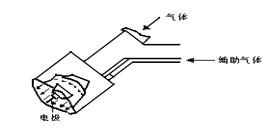
��3����̬������ڽ�ĸ�ĵı���װ�á����۳�֮�����̬������ڽ���ĸ����Ҫ�ø��������屣��װ�ý��б���������װ����Ʋ���Ҫ�ܹ��ﵽ���õı���������Ҫ�������������ﯺ��ӵļ�������֮һ����ͼ8��
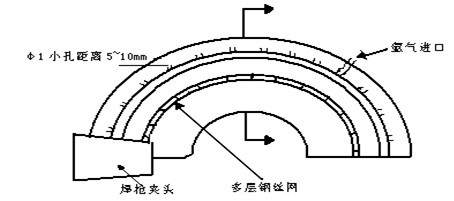
ͼ8 ���ӹܵ�β�����ֱ���ͼ
��4�����ӵ�������۵���Ѹߣ����ӵ�����ӦҪ�ߡ�����ﯺ����ٶȺܿ죬�������С����˿�ۻ��������������λ�ϲ���������δ�ۺ�ȱ�ݡ����⣬��ߵ���Ҳ������������۳����ݳ������ٺ����������γ����������������ڸ��½�ͣ��ʱ��������������������ѣ��������Ӱ��������Ҳ���
��5�������ٶȡ������ٶ��ǹ�ϵ��ʩ�����Ƿ���ɫ�Ĺؼ����أ�Ӧ���ݱ���Ч��ѡ����ʵĺ����ٶȡ�
��6������¶ȡ�����¶ȸߣ�������ȴ�ٶȾͻ��������������Ŀ���������
��2 ﯹܺ��ӹ��ղ���
|
���Ӽ� ����λ�� |
��� |
��˿ֱ�� ��mm�� |
���ӵ��� ��A�� |
���������L/min�� |
||
|
���� |
�ౣ�� |
���� |
||||
|
φ48×3.5 ˮƽת�� |
1 |
φ1.6 |
90~100 |
10~12 |
65~70 |
8~18 |
|
2 |
φ2.4 |
100~120 |
10~12 |
65~70 |
10~18 |
|
|
φ48×3.5 ˮƽ�̶� |
1 |
φ1.6 |
80~90 |
10~12 |
65~70 |
8~18 |
|
2 |
φ2.4 |
100~110 |
10~12 |
65~70 |
18 |
|
|
φ114×5.9 ˮƽת�� |
1 |
φ2.4 |
140~150 |
10~12 |
75~80 |
12~26 |
|
2 |
φ3.2 |
160~170 |
10~12 |
75~80 |
26 |
|
|
3 |
φ3.2 |
180~190 |
10~12 |
75~80 |
26 |
|
|
φ114×5.9 ˮƽ�̶� |
1 |
φ2.4 |
130~140 |
10~12 |
75~80 |
12~26 |
|
2 |
φ3.2 |
150~160 |
10~12 |
75~80 |
26 |
|
|
3 |
φ3.2 |
150~160 |
10~12 |
75~80 |
26 |
|
6 ������������
��1��ﯺ���ɲ���Һ����̽�ˡ�X���߽��м��飬Ӧû�����ơ�ҧ�ߡ�δ���ͳ�������״��ڡ�
��2����¶�ڿ����е�ﯣ��ڲ�ͬ���¶��£����潫�γ�ZrO��Zr2O3��ZrO2������Ĥ���Ӷ����ֲ�ͬ�ı�����ɫ��������γ�����Ĥ�ܱ����ò����˿ˢ������ɣ�������Ӱ�첻������ɫ���Ұ��ĩ״�������������ܵ����ص���Ⱦ������ȫ����������������ٽ���ĸ�ġ����ں���������ɫ����������ɫ��������β������Ч�Ե�һ����ʾ�������ܱ�֤���ر������ʵ��ġ����Ƶ�����ɫͨ����ʾ���챣���¶ȵ���Լ
�������ɫ��ʾ��Ⱦ�̶����ӣ�
����ɫ
���ɫ ��������Ƥ���ø�˿ˢˢȥ
����ɫ
����ɫ ������Ⱦ
����ɫ ���ô�ĥ��ȥ������
�� ɫ
�� ɫ ����ɢ�ĸ����
һ���˵��һֱ������ɫ����ɫ�����ø�˿ˢ����ȥ������ɫ����ɫһ���ʾ��Ⱦ�̶ȱȽ����ء������Ҫʹ������һ����Ч����չ�ԣ������ĥ��������Ⱦ�ı��漰�������ڵ�����������ɫ���ɫ�Ǻ������β����ʧЧ��һ����ʾ�����ұ����ȥ��
������ɫ���������˱���������ĺ�ȣ���������������ڸ����£�����
��3�����汣����������ȡ�����ӱ���������������麸�汣�������ּ���Ӧ��ÿ�������յĿ�ʼ�ͺ����ڼ䶨�ڵؽ��С���һ��ɾ��ķϵ�ﯲ��������ȶ��ر��ֵ绡ֱ��С���۳��ں���������γ�Ϊֹ��Ȼ��ͨ�����͵�������Ϩ����Ϩ��֮�汣�ֲ���ֱ���۳���ȴΪֹ���������������Կ�����©ˮ�����ʣ�������ŵı������彫�ᵼ����Ӱ������ɫ��
��4���������顣������չ�Ե�һ�ּ��������飬�ں�����Ⱦ�ļ�����Ҳ����Ч�ġ���Ȼ���Բ�������ͱ���ȸ��ӵķ�����Ҳ�ɼӹ�һ�������խ��֮��ĶԽӺ��죬Ȼ����̶���һ��̨ǯ�����������������������չ�Եĺ������屶�뾶���᷶Χ������180°�������ơ�����������Եر�ĸ�Ľ�����������֮ǰ��Ӧ�����ĥ����ӵ���ĸ�Ľ�������ƽ��
��5��Ӳ�ȡ�ȥ��Ⱦ����IJ���Ӳ����ĸ��Ӳ����Ȳ��ó���30HB�������������˵����Ⱦ���أ��뺸�����������ɫ�ء�����Ӳ�ȱ�ĸ��Ӳ�ȸ�30HB,���ۺ��������ɫ��Σ�����Ϊ�����Ѿ��ܵ����ص���Ⱦ��
��6�����ޡ����ں���ķ��ޣ�Ӧ�ڷ���ǰ�û�е�������ȱ�ݣ�����Ŀ�Ӻ�Һ�������ȷ��ȱ�������ɾ������ĺ���������Ҫ��һ�¡����IJ�λӦ���½��й涨�ļ��顣ͬһ��λ�ķ��������˳������Ρ�
����Դ�������Ӽ������־����������������