
��������������������������ʡƽú���� �����š���
�ڹ�ҵ�����У�ijЩ������ת���豸����������ԭ�������й©����ܵ������š���������й©�������㡣��Щй©�Ľ��ʼ�Ӱ�����������������̵��ȶ��ԺͲ�Ʒ������������Ⱦ�������������Ļ�������ɲ���Ҫ���˷ѡ���Щ�������к����塢��֬��й©����ȫ������ɽϴ��Σ�����粻�ܼ�ʱ�������Ϳ�����ɰ�ȫ�¹ʣ�����ҵ�������������ʧ����ˣ���ѹ��©���Ӽ�����Ӧ����ʱ�Dz��ɱ���ġ�
��ѹ�������ڷ������������������ĺ��Ӽ������������ĺ��ӹ淶��ͬ��ʮ��ǿ���ڲ��������еİ�ȫ��ʩ��ǰ�����ƶ�һ���װ�ȫʩ��Ԥ������Ĵ�ʩ����ȷ�����ӹ����ܹ�˳��ʵʩ��ͬʱҪ����ḻ���������ĺ��������к��ӡ�
1 ������ѹ���ӷ�
�˷�����Ӧ�ڵ�ѹ�������ܵ������ƻ�ɰ�ۡ����ĺ��ӡ�ʩ������ʹ��Сֱ�����������ӵ�������������10%���ң��������ÿ��ٺ������õ绡����������©�㴦���ܱߣ�Ϩ�������ִ�����Ѹ����й©����ѹ���ߺ��ߴ�����ѹ��
2 í�Ӻ���
��Щ���ƽϿ���ɰ�ۡ�����ֱ���ϴ�ʱ�����ô�����ѹ�������ѣ������ú��ʵ���˿����ͷ�����ƻ��íס���Լ�����©��ѹ����������Ȼ���ٿ��ٺ�����Щ���Ƶ��ܱ߲�����ʱ���ɲ����Ʋ�����ľƬ����Ƭ����ȥ�ٿ��ٺ����˷�������Ҫ����һ��ֻ���ȶ���һ�Σ�Ȼ����ٺ�������һ�κ�һ�Σ�ͼ1��ʾ��
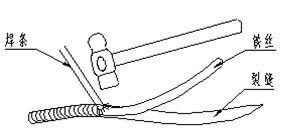
ͼ1 í�Ӻ�����©��
3 �������ӷ�
��Щй©����Ϊ��ʴ��ĥ���������ɣ���ʱ��Ҫֱ�Ӷ�й©�����ӣ������������Խ��©��Խ��Ӧ��й©�����Ա��±�ʩ�㺸����Щ�ط�û��й©���Ƚ�����һ���۳أ�Ȼ����������������һ����һ��һ����й©��Χ��������Сй©����������������Сֱ���ĵ纸�����ϴ�ĺ��ӵ����⺸й©������ͼ2��ʾ��
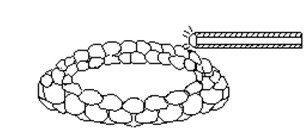
ͼ2 �������ӷ���©��
4 �������ӷ�
������й©����ϴ���������ϴ����ѹ���ϴ�ʱ�ĺ��ӡ���ͼ3��ʾ������й©������״����һ�������װ�õIJ��塣й©��Ϊ����ʱ������װ����һ�ε����Ĺ��ӣ�������װһ�����ţ�й©��Сʱ��������Ԥ��һ����˿ñ���ɡ���������һ��Ҫ����й©��������װ���ڲ����ϵ�λ��һ��Ҫ������й©����������й©���Ӵ���һ��Ϳ��һȦ�ܷ⽺����й©�Ľ��ʴӵ������������Լ��ٲ�����Χ��й©�����庸�úرշ��Ż�š����˨���ɡ�
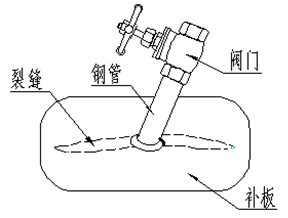
ͼ3 �������ӷ���©��
5 ����ܺ��ӷ�
�ܵ���ʴ��ĥ��������й©ʱ����һ��ͬ�������ñ�סй©�ܾ��Ĺ�����Ϊ����ܣ����̳ߴ���й©�������������������ܶԳ��и�����룬����һ�������ܣ����庸���뵼�����ӷ���ͬ���ں���˳����Ӧ�Ⱥ��ӹ���������Ļ��죬�������ĺ��졣��ͼ4��ʾ��

ͼ4 �ܺ��ӷ���©��
6 �������������
���ܲ����������ӣ�Ҫ��֤������¶Ȳ�������̫�ߣ����õ㺸�����ɲ��ý�����ȴ���������Ʋ���ˮ�㺸�꣬���϶Ժ��㽵�¡��ڸ���������Ҫ���ϸ�İ�ȫ��ʩ��Ӧ����ʩ������óȻʩ����
7 ��
���Ӵ�ѹ��©������һ�������ִ��������ķ�չ������������������Ҫ��һ��Ӧ��������й©�¹ʵĴ�����Ҫһ����ʱ���ԣ�����Ӧ��й©�����г��ĸ�����������©������Ӧ��Ҫ������ԣ�����һ��й©Ҳ�ɲ��ö����������ʩ������Ŀ�ľ��Ǻ���©��
����Դ�������Ӽ������־��������������