
����ʡ������˾����������ѵ���Ľ�ʦ �� ��
1 ��ͳ��������������
T91��TP347H�ȸߺϽ���ڻ�硢���������ܵ��������Ź㷺��Ӧ�á���Щ�����ں���ʱ�����챳����������Ч�ر��������ܱ������������������õĺ�����ͺͱ�֤��ͷ�Ļ�е���ܡ��ߺϽ��С���ܺ���ʱ�������ϳ����õĺ��챳�汣�������У��������������������屣��[1-3]������ҩо��˿��Ϳ������������[4-6]���������ϳ��õ��DZ���Ч���ȶ�����Ӧ��ǿ���ɱ���Խϵ͵ı����벱���������
��ͳ�ı����벱������Ǵӹ��ӵ�һ���Ӵ���벡����½��糧�������ܺ���ʱ�����ͨ�����͵����ɼ���Ľ��ڲ��뼯��������г������糧�������ܸߺϽ�ֹܼ���ʱ�������ȸ�ͺϽ�ֹ��Խ��г�벣�Ȼ��ĵͺϽ�ֹܺ����������������ֹ��գ���Ȼ����Ч���Ϻã����������������ѣ�������Ĵ���Ч�ʵ͡��ر������½��������������У��Ͻ�С�ܺ��������dz��࣬����ȱ�����ͻ������˱���Դ�ͳ�ı����������ԸĽ���
2 ���ͱ���װ�ü����յ���
2.1 ֱ��ʽ���װ��
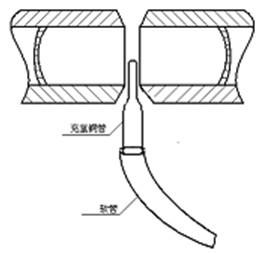
���ֱ�ӴӺ��Ӵ���벣��������Ӽ�㣬Ҳ�ܽ�ʡ�����������������ͼ1��ʾ���װ����
|
|
|
|
ͼ1 ���װ�� |
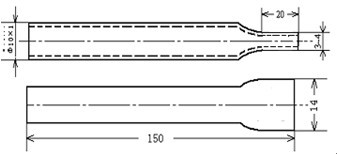
ͼ2 ֱ��ʽ������ |
|
|
|
|
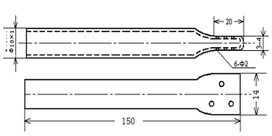
ͼ3 �വʽ������ |
|
������ֽ�����¿�����200
ʵ�ʹ����з�������װ�ô�������ȱ�㣺
A���������ҿռ��С�����������Сʱ������Ч�����ã��Ӵ������������Ժ��ӵ绡����Ӱ�죬�������ײ������ף�
B������Ч��һ�㣬��Ҫ�ǿ���������ȫ�ž������Ӵβ�ʱ��һ���Ӿ��˱��溸���������
���ô��ֱ����������͵ĺ��챳����ò��ͼ����ʾ�����溸������пɣ������������ء�
2.2 �വʽ���װ��
����ͼ1 ��ʾ�ij��װ�ã�������������Ƴ�ͼ3��ʾ������ԭ������˲������ܷ⣬������������ֱ���3��φ
�˸Ľ����Ⱥ������ߵ糧300MW����������ܼ���(T91�֣�862������)�����������½�2×300MW����ȹ����ϵõ����á�����ʵ��Ӧ�ñ��������ַ������������ŵ㣺
(1)������㡣��ǰ��2-3����ɵĹ�������ֻ��1�˼��ɡ����Ч����ߣ���������ʱ�������̣�
(2)������Ĵ�Ϊ���͡����ݹ���ֱ���ͺ��ھ��������룬��ͳ��벷������������Ϊ10
(3)����Ч�����á�����͵ĸ�����ò��ͼ5��ʾ�����溸��������ã����������ɫ��δ��������
.jpg)
.jpg)
ͼ4��ֱ��ʽ�������������ò ͼ5���വʽ�����������������ò
2.3 ������ñ���Ч���ļ����ؼ�
(1)�����ܷ��ԣ�����Ӧ����һ���������ԡ��Թܾ�
(2)���λ�ã�������б��λ��ʱ�����������ڶ������Ẹλ��ʱ�����������ڱ����տڵ�λ�ã�
(3)���ʱ�䣺���һ��ʱ�����ܺ��ӣ����Ӵβ�ʱҪ������벣�
(4)�㺸���������㺸���챳�汣�����ã����������������������λ�ã����轫�㺸��ĥ���غ���
�����
[1]������. T/P91�ֺ���ʱ�ı������屣������[J].����,2001.6
[2]�.1Cr18Ni9Ti�ܵ����챳��N2�������ӹ���[J].ʯ���̽���,1996.2
[3]����.SA213-T91�ֺ��ӱ��汣������[J].��������,2003,11
[4]����,������,�°��.���治��벵IJ����ҩо��˿ER
[5]���˽�,����,��ԣ��.SA213-T91ҩо��˿������[J].�ӱ���������,2000.3
[6]����. SA213-TP347H�ֱ������벺��ӹ����о�[J].��е�������Զ���,2005.6
����Դ�������Ӽ������־������1-20��