
ют гы Иж ЕФ КИ Нг
ЃЈ1ЃЉютгыИжЕФКИНгЬиЕу
ютМАютКЯН№гыИжЕФКИНгНсЙЙМўЃЌдкЪЕМЪЩњВњжагІгУНЯЖрЃЌЕЋгЩгкютМАютКЯН№гыИжЕФЮяРэадФмЯрВюНЯДѓЃЌдкКИНгЙ§ГЬжаГіЯжКмЖрЮЪЬтЁЃДгКИНгЮЪЬтЕФЗжЮіжаЕУГіНсТлЃЌютгыИжЕФКИНгадФмжївЊШЁОігкютМАютКЯН№ЕФГЩЗжКЭадФмЁЃ
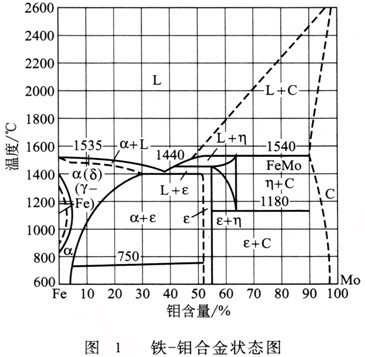
Ьњ-ютКЯН№зДЬЌЭММћЭМ1ЁЃДгзДЬЌЭМжаПЩжЊFeгыMoФмаЮГЩВЛЭЌХЈЖШЕФα-FeКЭα-MoЙЬШмЬхЁЃДЫЭтЛЙПЩвдаЮГЩСНжжН№ЪєМфЛЏКЯЮяДрадЯрε-Fe3No2КЭη-FeMoЁЃFe3No2жБжС1450ЁцЕФЮТЖШЗЖЮЇЖМЪЧБШНЯЮШЖЈЕФЁЃзДЬЌЭМжаЕФη-ЯрЃЌЫќЕФДцдкЮТЖШЧјМфЮЊ1180ЁЋ1540Ёц,ЕБРфШДЪБЃЌη-ЯрЗжНтЮЊε-ЯрКЭα-ЯрЕФЙЬШмЬхЁЃ
ютгыИжКИНгжївЊгаШчЯТЬиЕуЁЃ
Ђй ютгыИжЕФКИНгаджївЊШЁОігкютМАютКЯН№ЕФГЩЗжКЭадФмЁЃютМАютКЯН№гыИжКИНгЪБЃЌЕБМгШШЕН400ЁцЪБЃЌЗЂЩњЧсЮЂЕФбѕЛЏЁЃдк600ЁцвдЩЯЪБЃЌбИЫйбѕЛЏГЩMoO3ЛЏКЯЮяЁЃбѕдкютжаЕФШмНтЖШКмаЁЃЌЕБбѕКЌСПдіМгЪБЃЌЫљаЮГЩЕФбѕЛЏЮябиОЇНчЮіГіЃЌЦфЫћдгжЪЕФЛЏКЯЮяДрадЯрвВЮіГігкОЇНчЃЌЪЙКИНгФбвдНјааЁЃ
Ђк КИНгютгыИжЪБЃЌППНќютФИВФН№ЪєВрЃЌШнвзГіЯжИпгВЖШКЭИпДрадЧјЃЌЦфПэЖШПЩДя0.5ЁЋ3μmЁЃетРяЕФН№ЪєМфЛЏКЯЮяжївЊГЩЗжгаFe3Mo2МАFeMoЁЃППНќИжФИВФН№ЪєВрБШютФИВФН№ЪєЕФДрадЧуЯђаЁЃЌЕЋКИКѓРфШДЫйЖШПьЃЌютФИВФН№ЪєВрЛсГіЯжТэЪЯЬхзщжЏЃЌЕМжТКИЗьШШгАЯьЧјМАНгЭЗЧјДрЛЏЃЌдкКИНггІСІЕФзїгУЯТЃЌЛсбЯжиЕидіМгНгЭЗВњЩњСбЮЦЕФЧуЯђЁЃЫљвдЃЌютгыИжЕФКИНгадЪЧБШНЯВюЕФЁЃ
Ђл ютгыИжКИНгЕФвьжжКИЗьН№ЪєгЩШ§ВПЗжзщГЩЃЌЖјЧвКИЗьГЩЗжВЛОљдШЁЃППНќИжФИВФН№ЪєВрЕФЪЧгЩИжгыН№ЪєМфЛЏКЯЮязщГЩЕФЫЋЯрзщжЏЃЌЦфгВЖШМБОчЩЯЩ§ЃЛППНќютФИВФН№ЪєВрЕФЪЧгЩН№ЪєМфЛЏКЯЮязщГЩЕФЫЋЯђзщжЏЃЌгВЖШвВМБОчЩЯЩ§ЃЛКИЗьжаМфЪЧгЩютгыИжжЎМфЕФН№ЪєМфЛЏКЯЮяЫљзщГЩЕФЃЌгВЖШКмИпЁЃ
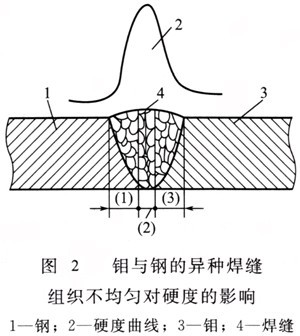
ютгыИжКИНгНгЭЗзщжЏГЩЗжВЛОљдШЃЌЖдгВЖШЕФгАЯьКмДѓЃЌШчЭМ2ЫљЪОЁЃЭМ2жаЃЌЃЈ1ЃЉЪЧИжгыН№ЪєМфЛЏКЯЮязщГЩЕФЫЋЯрзщжЏЃЛЃЈ2ЃЉЪЧИжгыютжЎМфЕФН№ЪєМфЛЏКЯЮяЃЛЃЈ3ЃЉЪЧютгыН№ЪєМфЛЏКЯЮязщГЩЕФЫЋЯрзщжЏЁЃ
ЃЈ2ЃЉютгыИжЕФКИНгЙЄве
1ЃЉютгыИжЕФШлКИ-ЧЅКИ
ютгыИжЃЈЬМИжЁЂВЛатИжЃЉВЩгУыВЛЁКИЁЂЕчзгЪјКИКЭЦјЬхБЃЛЄКИЕШКИНгЗНЗЈЃЌОљПЩЪЕЯжШлКИ-ЧЅКИНгЭЗЁЃетжжКИНгЙЄвеЕФЪЕжЪЪЧЪЙИжвЛВрШлЛЏН№ЪєНЯЖрЃЌЖјютвЛВржЛЪЧМгШШдіМгЮТЖШЖјВЛШлЛЏЛђШлЛЏКмЩйЃЌБЛИжЕФвКЬЌН№ЪєЫљНўШѓаЮГЩЧЅКИКИЗьЁЃетОЭБмУтСЫЬњгыютаЮГЩЛЏКЯЮяFe3Mo2КЭFeMoЃЌЪЙНгЭЗЧјДрЛЏЮЪЬтЕУвдНтОіЁЃ
ютгыИжжБНгЖдНгЕчзгЪјКИНгЪБЃЌЦфКИЗьН№ЪєжївЊгЩ20Mo-80FeзщГЩЃЌдкMoФИВФвЛВрБпНчЩЯЯдЪОГіα+εЙВОЇЃЌЖјЧваЮГЩНЯЖрЕФН№ЪєМфЛЏКЯЮяFe3Mo2КЭFeMoЁЃгЩгкН№ЪєМфЛЏКЯЮяЕФДцдкЃЌЪЙКИЗьН№ЪєДраддіМгЖјвзгкВњЩњСбЮЦЃЌНЕЕЭСЫНгЭЗадФмЃЌЦфКИНгадНЯВюЁЃвђДЫютгыИжШлЛЏКИЪБЃЌНгЭЗЧПЖШВЛИпЃЌгІБмУтжБНгШлКИЃЌЫљвдвЛАуВЩгУШлКИ-ЧЅКИЁЃ
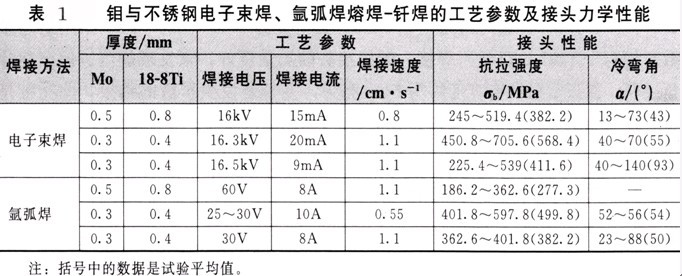
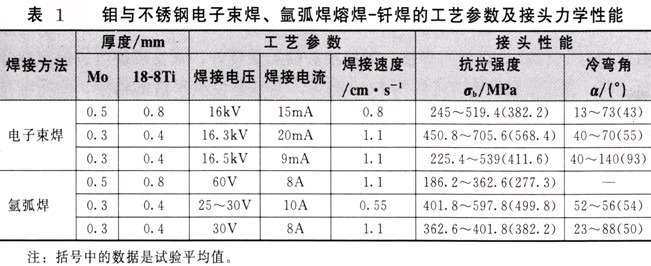
ЮЊСЫЬсИпютгыИжЕФНгЭЗадФмЃЌЛЙПЩвдВЩгУМгжаМфЙ§ЖЩВуЕФЗНЗЈЃЌКИНгЙЄвеЫфШЛИДдгЃЌЕЋЪЧЦфКИНгадСМКУЁЃКИЧАЖдКИМўНјааБэУцДІРэЗЧГЃживЊЃЌКИНгЙЄвеВЮЪ§аыбЯИёПижЦЃЌБэ1СаГіСЫВЩгУЕчзгЪјКИКЭыВЛЁКИЖдютгыИжНјааШлКИ-ЧЅКИЕФЙЄвеВЮЪ§МАНгЭЗСІбЇадФмЁЃ
2ЃЉютгыИжЕФецПеРЉЩЂКИ
ютгы1Cr18Ni9TiКЭ1Cr13ЕШИжНјааецПеРЉЩЂКИЪБЃЌФмЛёЕУЧПЖШИпЁЂжЪСПЮШЖЈЕФКИНгНгЭЗЁЃютгы1Cr13ЕФКИНгНгЭЗЧПЖШПЩДя382ЁЋ450MPaЃЌютгы18-8ЁЂ1Cr13ецПеРЉЩЂКИЕФЙЄвеВЮЪ§МћБэ2ЁЃ
ютгыВЛатИжецПеРЉЩЂКИЪБЃЌЮЊСЫЬсИпНгЭЗадФмЃЌПЩвдВЩгУжаМфРЉЩЂВуЁЃЦфжаМфРЉЩЂВуВФСЯвЛАуВЩгУФјКЭЭЃЌВЩгУФјЛђЭзїЮЊжаМфВуЕФНгЭЗжаВЛВњЩњН№ЪєМфЛЏКЯЮяЃЌНгЭЗБфаЮаЁЁЂЫмадКУЁЂЧПЖШИпЃЌНгЭЗжЪСПЮШЖЈПЩППЁЃ
ютгы1Cr13ецПеРЉЩЂКИЕФНгЭЗЧПЖШИпЃЌжївЊЪЧгЩгк1Cr13жаЕФCrгыMoПЩвдаЮГЩЮоЯоСЌајЕФЙЬШмЬхЃЌЧвИѕдкютгыЬњЕФЙЬШмЬхжаФмаЮГЩCr-MoЬњЫиЬхЃЌдкЙ§ЖЩЧјПЩаЮГЩгЩИѕКЯН№ЛЏЕФαЬњЙЬШмЬхКЭFeMo2ЮЊЛљЕФН№ЪєМфЛЏКЯЮяЁЃютгы1Cr13ЕФЙЄвеВЮЪ§ЃКЮТЖШЮЊ900ЁЋ1200ЁцЁЂбЙСІЮЊ4.6ЁЋ24.5MPaЁЂЪБМфЮЊ5ЁЋ25minЁЂецПеЖШЮЊ1.333×10-2PaЃЌКИКѓНгЭЗЕФЧПЖШПЩДя382ЁЋ451MPaЁЃ
ютгы1Cr18Ni9TiецПеРЉЩЂКИЕФЙЄвеВЮЪ§ЃКЮТЖШЮЊ900ЁЋ1200ЁцЁЂбЙСІЮЊ4.6ЁЋ19.0MPaЁЂЪБМфЮЊ5ЁЋ230minЁЂецПеЖШЮЊ1.333×10-2PaЁЃВЩгУетаЉВЮЪ§Ждютгы1Cr18Ni9TiНјааКИНгЃЌКИНгНгЭЗЕФжЪСПСМКУЃЌЮДЗЂЯжШБЯнЁЃЕЋН№ЯрЗжЮіБэУїЃЌППНќНгДЅЧјгаПэЖШдМЮЊ5μmССДјЃЌССДјЪЧЗЂЩњРЉЩЂЕФНсЙћЃЌДЫССДјЪЧЬњЁЂФјгыютЕФЛЏКЯЮяЛьКЯЧјЃЌШчMoFe7ЁЂMoNiЁЂMoNi3ЁЂMoNi4ЕШЁЃ