
| ��
ժҪ����ھ�����ܵ����裬ɽ���ضεĺ���ʩ����һ���ѵ㣬���ڴ���һ����б�ȣ����������ڲ����׳������ס�������δ�ۺ���ȱ�ݣ��������Ҳ���ڿ��ơ�ֻҪ�����ʵ��ĺ��ӹ��շ�������Щ�ѵ�����ȫ���Ի���ġ������Դ������ܵ����̽��д����Ե�φ1016×21mm X70�ֹ�б45°����Ϊ�����Ӹ�������亸�����溸�ȸ����ڣ�̸̸бλ�ú���ĺ��Ӽ��ɡ�
����ʣ�����ܵ� бλ�ú��� ���Ӽ���
��ʯ������Ͷ����Ӫ�Ĵ������ܵ����̣��Ǽ��������乤��֮����һ���ᴩ�ҹ���������������Դ���������������չ���վ�������Ϻ���վ��;��ɽ�������ꡢƽԭ��ˮ���ȵش������н���ʯ���������ィ�蹤�̹�˾���н���15�ꡢ13��εش�������ʩ�����������ݾ��ڣ�ɽ�������ȳ������ڵ��͵�ɽ���ضΣ����ڴ��нϴ�б�ȣ���ƽԭ�ضε�ˮƽ�̶����ӱȽϣ������Ѷ����ӡ�Ϊ�˿˷�ɽ���ܵ���������ļ������ѣ�����ֳ���������������ǰ��������֯�ν���������������Ե�ѵ�����Լ����ѵ���й��أ�ȡ���������Ч����Ϊ���ڵ��ֳ�ʩ�����������춨�˺ܺõĻ������ܵ���ҵ���ĸ߶����ۡ����Խ�Ϊ���͵�φ1016×21mm X70�ֹ�б45°Ϊ����̸̸б����ĺ��Ӽ��ɡ�
һ�� ��ǰ��
�����豸������ʹ�ô���ZX7-400-3��������䡢����ʹ���ܹ�ZD-500��ܰ��Զ�������
���Ӳ��ϣ�������������φ3.2 E6010��ά�غ�������䡢��������ֿ�E81T8-G φ2.0ҩо�Ա�����˿��
�¿����������ǰ�����Ƚ����¿��������ý���ĥ�����綯��˿ˢ����¿ڼ��������Ե25mm��Χ�ڵ��͡��⡢ˮ���������ֱ��ȫ��¶����������
�ܿ���ԣ��ܿ����ֱ��Ӱ����������������ϸ��ӹ��ղ������У������¿ڶ۱߿�����0.5��2.0mm��Χ�ڣ��¿ڼ�϶�ϸ������2.5��3.5mm���ܿڶ���Ϊ2.5mm���ܿڵײ�Ϊ3.5mm����ͼ1��ʾ��
�����ܿڶ�λ�����ܿڶ�λʹ���ڿ���̣�����8��10��U�Ϳ������ȶԳƷֲ��ڹܿ��ڣ��ι̺��ӡ�Ȼ������б45°λ�ù̶��ں����ϡ��� 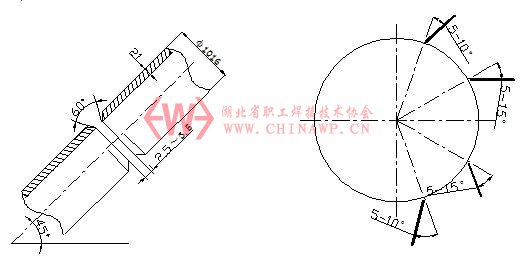 ��ͼ1 �ܿ�����йز��� ͼ2 ��˿���ʾ��ͼ
����ʩ��
1��ѡ�ӹ��ղ���
���ӹ��ղ�����ָ�����Ӳ�������Ҫ���ݣ��Ӹ�����ף�����䡢���溸���������غ��ӹ��չ�̣��ϸ���ƺ��ӹ��ղ�����
φ1016×21mm X70�ֹ�б45°���ӹ��ղ�������1��
2������
��ǰԤ�ȣ�X70�ּ��ϸߣ��н�ǿ������������ǰ�������Ԥ�ȣ����¿ڼ���Χ���ȵ�80��120�棬���ɽ��и�����
����������E6010��ά������˫����ϴӹܶ�����Ӷ��㳬��������5mm��8mm�������¿ڱ�����������Ȼ�绡�����¿ڸ��������۱������غ���ֱ�����¡����ö̻���������ֹ�������ף������¿ڸ���������ֹ����δ����δ�ۺϣ�ͬʱҪ��ֹ�����ڰ������ݣ���������������ʱ��ͷ��������
���������Ӧ����������������ͷɽ��������Ǻ������¿ڱ��潻�紦Ӧ�����ɾ����������²㺸������ʱ����������
3����亸��
����ѡ���ֿ�E81T8-G φ2.0ҩо�Ա�����˿�������ֹ����Զ�����X70���ֲ���һ������������Ϊ��ֹ�������ƣ����뱣֤����¶ȴﵽ80�����ϣ���������ʩ�������ȡ�ʵ��ļ��ȴ�ʩ��������ɺ�Ӧ�������к��������������Ž����Ⱥ��㼰����ĺ��ӣ�����ĺ���ȱ����ҪΪ���ס�������δ�ۺϡ���亸ʱ���ֶ̻����ӣ�����ֱ�������������ڶ������϶��²��ϵ�����ǹ��ǣ�ʹ��˿������ͼ2��ʾ�Ƕȣ�ÿ�㺸����ϣ���������ĥ�����綯��˿ˢ�����������ɾ����ٺ���һ�㣻����Ͽ�ʱ�������ź���Ҫ�����µ������ϵ����������ϣ���ͼ3��ʾ������Ҫ����ȡ������������ۺ����á��ر�Ӧ��ע�⣬��亸���һ��ʱ�������ƻ��¿ڱ�Ե����֤������¿�������������ͼ3��ʾ����Ϊ���溸�����ۿ��ṩ���ա�
�� 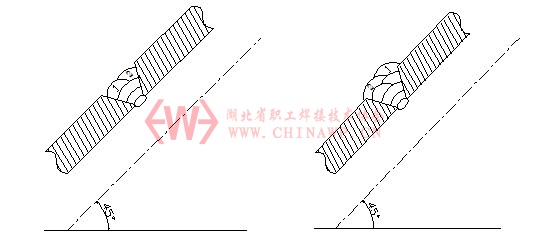 ͼ3 ���㺸��˳�� ͼ4 ����㺸��ʾ��ͼ 4�� ���� ���溸Ӧ������������۳ߴ�ϸ�����ȱ�ݣ��������ۣ��Ǻ��ڵ����һ������Ҳ�ǹؼ�����б45��ܿڸ��溸����ͻ�����ѵ㣬������׳���ҧ�ߺͺ��쳬�ߵ�ȱ�ݣ�����֮�����׳��ֹ��ۣ���������ʵ��Ĺ��շ������ϸ��ղ���Ҫ����ֱ���ԼӰڶ��������ڶ�����Ҫ�ʵ����ۻ������¿ڱ�Ե1.5mm��2mmΪ�ˣ����ðڶ����������������������������ϸ����ɷ�ֹ���ͼ���������ʩ��ʱ��Ҫ�����ϵ��������µ�����ͼ4��ʾ�������������ʵ������ź������������ڿ��ƺ���ҧ�ߡ�������������֮����ֹ��۵�������֮�����ƽ�����������ۣ�������ߺ���������Ч�ʡ� ���ۣ�ɽ���ܵ�����ʩ����б�ڹ̶�����Ϊ������ƽԭ�ضε�ˮƽ�̶������Ѷ����ӣ��ײ��������ڲ�ȱ�ݣ��Һ�����Ͳ��ֻҪ������ȷ�Ĺ��մ�ʩ��ͬ�����Ի���ڲ��������������۵����ʺ��졣�����������մ�ʩ�ڴ���������ɽ���κ���ʩ���еõ��㷺ʹ�ã�����һ�κϸ��ʴﵽ98%���ϣ�ȡ���������Ч�����õ����跽������������λ��һ�º����� ����飺��������Ϊ����ʯ�����ֺ��Ӽ�����ѵ�������Σ�����ʯ���������ィ�蹤�̹�˾ְ��ѧУУ��������ʡְ������Э�����¡�������º��Ӽ�����ѵ�������нϷḻ�ĺ��Ӽ�����ѵ���飬�Թ�¯ѹ��������ѹ���ܵ����Ӽ�����ѵ����������ѧУ�����������ʯ���������ܵ���������·/֧��·���ӹ�����������������·���ڻ�е�������顢ȫ�ߺ����ϸ��ʸ��Թ�������ý��跽��ʩ����λ�ĺ����� ��λ��ַ������ʡDZ���������塣�ʱࣺ433123���绰��15826923450�� ���䣺hcz392@126.com�� |
|||||||||||||||||||||||||||||||||
|
|||||||||||||||||||||||||||||||||