ЁЁЁЁЁЁЁЁЁЁ
ЁЁЁЁЭЈЙ§ЖдЫЎЯТМЄЙтКИздЖЏЛЏаоИДЙЄвеКИЗьЕФЛњаЕадФмКЭВФСЯадФмЕФЬНЬжЃЌжЄУїСЫМЄЙтКИЪЧПЩааЕФЫЎЯТаоИДЙЄвеЁЃ
ЁЁЁЁЙ§ШЅЃЌ5жжЛљБОЫЎЯТКИНгЗНЗЈЖМашвЊВЩгУЕчЛЁКИЙЄвевдМАЖрУћЧБЫЎдБЃЌЪЉКИЪБЭЈГЃВЩгУЪжЙЄЛђЛњаЕЛЏКИНгзАБИНјааВйзїЁЃШЛЖјНёЬьЃЌWECКИНггаЯоЙЋЫО——СЅЪєгкУРЙњLLCЕчЦјЙЋЫОЕФзгЙЋЫОНЋМЄЙтКИМгШыЦфжаЃЌзїЮЊПЩааЕФЫЎЯТаоИДММЪѕгІгУдкКЫЙЄвЕжаЁЃ
ЁЁЁЁЫЎЯТМЄЙтКИЙЄзїдРэ
ЁЁЁЁЫЎЯТМЄЙтКИНгЙЄвеНсКЯСЫСНжжМЄЙтММЪѕ——ЛюадЙтбЇЯЫЮЌМААыЕМЬхЖўМЋЙмЁЃМЋССЕФАыЕМЬхЖўМЋЙмЗЂЩфЦїБЛгУзїЙтдДНЋОлНЙЙтЪјЭЈЙ§ЙтЯЫЃЌДгвЛИіКмаЁЕФЙтЯЫЧЛжаЗЂЩфГіМЋЧПЕФССЙтЁЃМЄЙтЪјБЛАќКЌдкЙтбЇЯЫЮЌжаЃЌЙтбЇЯЫЮЌЭЈЙ§ШсШЭЕФзАМзН№ЪєЕМЙмРДЦСБЮЁЃ
ЁЁЁЁЫЎЯТМЄЙтКИММЪѕ
ЁЁЁЁЫЎЯТМЄЙтКИРћгУЖўМЋЙмЯЫЮЌМЄЙтЪјЃЌШлГиЭЈЙ§ГѕДЮКЭЖўДЮБЃЛЄЦјНјааБЃЛЄЃЌБЃЛЄЦјЭЈЙ§МЄЙтКИЧЙЪфЫЭЁЃГѕДЮБЃЛЄЦјжївЊзїгУЪЧХХПЊЫЎЃЌЬсЙЉвЛИіИЩдяЕФКИНгЛЗОГЃЌЭЌЪБвВЮЊКИНгЬсЙЉБЃЛЄНщжЪЁЃЖўДЮБЃЛЄЦјЬсЙЉвЛаЉгаРћгкМЄЙтКИЯЕЭГЕФЙІФмЃЌвдЗРжЙКИНгЪБЫЎНјШыКИНгЪдМўжаЁЃБЃЛЄежгУРДУмЗтКИНгЧјгђЃЌЕБдібЙЪБаЮГЩИЩдяЕФПеЧЛЃЌШчЭМ1ЫљЪОЁЃ
ЁЁЁЁЁЁЁЁЁЁ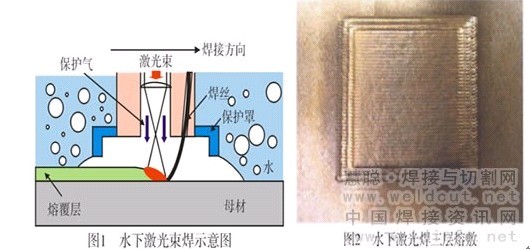
ЁЁЁЁЫЎЯТМЄЙтКИгыЮйМЋыВЛЁКИЕФвьЭЌ
ЁЁЁЁИУЗНЗЈЫљЪЙгУЕФЬюГфН№ЪєгыЮйМЋыВЛЁКИжаЪЙгУЕФЬюГфН№ЪєвЛбљЃЌШЗБЃЬюГфН№ЪєгыФИВФФмЙЛЪЪКЯСЌНгЁЃЬюГфН№ЪєБЛЫЭШыЕНМЄЙтЪјаЮГЩЕФШлГижаЃЌетгыЮйМЋыВЛЁКИКИНгЙ§ГЬЗЧГЃЯрЫЦЁЃШЛЖјЃЌЫЎЯТМЄЙтКИЪЧВЩгУШЋздЖЏЛЏКИНгЙЄвеЃЌДгетЕуПЩвдПДГіЫЎЯТМЄЙтКИВЂВЛЕШЭЌгкЮйМЋыВЛЁКИЃЌвђЮЊЮйМЋыВЛЁКИдкКИНгЦкМфЛЙашвЊВйзїепРДЕїећЩшБИЁЃ
ЁЁЁЁздЖЏЛЏЙЄвеЬиЕу
ЁЁЁЁгЩгкЫЎЯТМЄЙтКИЪЧШЋздЖЏЛЏЕФЃЌГѕЪМАВзАЖдКИНгжЪСПЕФКУЛЕжСЙиживЊЁЃздЖЏЛЏЙЄвеМѕЩйСЫЖдКИНгВйзїепММФмЕФвРРЕЃЌзМШЗЕФЙЄвеЙ§ГЬПижЦБЃжЄСЫИпЖШвЛжТЕФКИЗьЁЃвЛЕЉКИНгЩшБИАВзАКУЃЌЩшжУКУПижЦГЬађЃЌКИНгВйзїепНіашАДЖЏЦєЖЏАДХЅОЭПЩПЊЪМКИНгЁЃВйзїепВЛашвЊдкКИНгЙ§ГЬжаЖдЩшБИНјааШЮКЮЕїећЁЃ
ЁЁЁЁПЩППЕФКИНгЬиад
ЁЁЁЁМЄЙтЪјОЋШЗЕФШШЪфШыСПКЭЯЁЪЭТЪПижЦФмБЃжЄЛёЕУСЌајвЛжТЕФКИЗьжЪСП, ШчЭМ2ЫљЪОЁЃЭМЪОЮЊШ§ВуКЯН№52MSЖбКИдкЕЭКЯН№ИжЛљЬхЩЯЕФКИКѓБэУцаЮУВ, КИЗьЛЏбЇВтЪдНсЙћБэУїИпДПЕФГСЛ§ТЪЪЧКИНгЙ§ГЬжаЕЭШШЪфШыСПЫљжТЁЃ
ЁЁЁЁИїжжгІгУ
ЁЁЁЁЙтбЇЯЫЮЌЗЂЩфЕФМЄЙтзїЮЊЫЎЯТМЄЙтКИШШдДЃЌзюДѓЯоЖШЕиМѕЩйСЫКИНгЯЕЭГИДдгадЃЌПЩЖдУмЗтЛђдЖГЬЕФКИНгГЁКЯЕФКИНгНгЭЗНјааПЊЗЂгІгУЁЃзїЮЊвЛжжздЖЏЛЏКИНгЙЄвеЃЈКИНгЪБВЛашвЊШЮКЮЕїећЃЉЃЌвВПЩгІгУгкВЛЪЪвЫШЫУЧГЄЪБМфЙЄзїЕФГЁКЯЃЌБШШчКЫЕчеОЕФИпЗјЩфЧјЁЃ
ЁЁЁЁЦеЭЈЙЄзїГЁКЯ
ЁЁЁЁЫЎЯТМЄЙтКИНгжївЊБЛгУгкаоРэ/ЮЌЛЄЕФГЁКЯЃЌгыЦфЫћЫЎЯТЙЄвеЗНЗЈЕФгІгУЯрЫЦЁЃетаЉгІгУАќРЈНќКЃзъЬНгЭЦНЬЈЕФаоРэКЭЦфЫћДЋЭГКИНгЗНЗЈДцдкШБЯнЕФКЃЕзгІгУГЁКЯЁЃИУЙЄвевВКмЪЪКЯгІгУгкДцдкКИНгЗЩНІЕФЕиЗНЃЈШчКЃАЖЯпИННќЕФДЌЬхКИНгЃЉЃЌетаЉЕиЗНВЩгУДЋЭГЕФЕчЛЁКИЗНЗЈЪБгЩгкЫЎЕФСїЖЏЛсЖдКИЙЄШЫЩэАВШЋдьГЩЮЃЯеЁЃ
ЁЁЁЁWECКИНггаЯоЙЋЫОФПЧАе§дкПЊЗЂаТЕФКИНгЙЄвеЃЌНЋКЯН№600гІгУгкЗДгІЖббЙСІЭтПЧХчзьДІЃЌжЦдьАВШЋЕФКИЗь, ДЫДІКИЗьвзЗЂЩњЫЎгІСІИЏЪДПЊСбЃЈМђГЦPWSCCЃЉЁЃ
ЁЁЁЁЛиЛ№КИЕРКИНг
ЁЁЁЁУРЙњЛњаЕЙЄГЬЪІаЛсЃЈМђГЦASMEЃЉвбГЩСЂСЫвЛИіЫЎЯТМЄЙтКИКИЗьЛиЛ№КИЕРКИНгЙЄзїаЁзщЁЃИУаЁзщвбОЬсНЛвЛЗнЙцЗЖАИР§ЕФВнАИЃЌЧПЕїСЫЫЎЯТЛЗОГжагІгУМЄЙтКИКИНгЕЭКЯН№ИжЪБЛиЛ№КИЕРЕФБЃЛЄЮТЖШвЊЧѓЁЃБЃЛЄЮТЖШЯТЕФЛиЛ№КИЕРКИНгПЩЬсИпдЄШШЮТЖШМАКИКѓШШДІРэЕФашвЊЃЌвВЯћГ§КИКѓИпЮТКцБКЧтЕФашвЊЁЃ
ЁЁЁЁгВЖШЪдбљКЭШДБДГхЛїЪдбщБэУїЃЌВЩгУЫЎЯТМЄЙтКИЙЄвеФмЙЛГЩЙІЪЕЯжЛиЛ№ЁЃКИНгШШгАЯьЧјЃЈМђГЦHAZЃЉЕФГхЛїВтЪдЖМБЛМЏжадкЫЎЯТМЄЙтКИКИНгШШгАЯьЧјЕФVаЭЧаПкДІНјааЃЌШчЭМ3ЫљЪОЁЃЪЕбщНсЙћШчБэ1ЫљЪОЃЌЫљгажИБъЖМГЌЙ§ФИВФН№ЪєЁЃ
ЁЁЁЁЁЁ
ЁЁЁЁЁЁЁЁЁЁ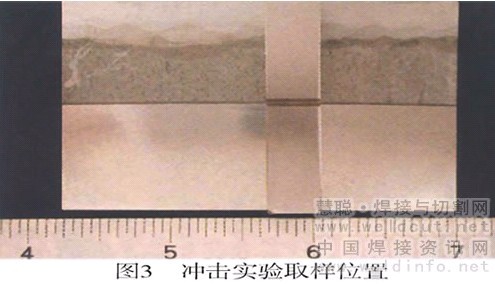
ЁЁЁЁКИЗьН№ЪєЕФВЛЭЌРраЭВтЪд
ЁЁЁЁШчНёЃЌЛњаЕадФмВтЪдАќРЈРЩьЪдбщЁЂВрЭфЪдбщЃЌвдЦРЙРЫЎЯТМЄЙтКИШлЗѓЕФжТУмадКЭЧПЖШЁЃВрЭфЪдбљЪЧДгЖрЕРЫЎЯТМЄЙтКИКИЗьаЮГЩЕФШ§ВуИжАхЩЯЛёШЁЕФЃЌВЩгУжљШћаЭЪдбщзАжУКЭОэАќВтЪдМаОпНјааВрЭфЪдбщЁЃЪдбљЪЙгУетСНжжРраЭВтЪдзАжУОФПЪгМьВщЃЌУЛгаЗЂЯжШБЯнЃЌШчЭМ4ЫљЪОЃЌЫцКѓЕФвКЬхЩјЭИЬНЩЫвВУЛгаЗЂЯжШЮКЮШБЯнЁЃ
ЁЁЁЁЁЁЁЁЁЁ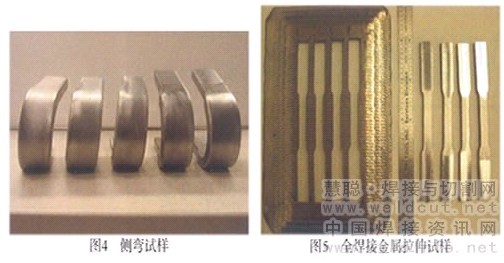
ЁЁЁЁЫПМЋЗХЕчМгЙЄЙлВь
ЁЁЁЁШЋКИЗьН№ЪєРЩьЪдбљЭЈЙ§дкЕЭКЯН№ИжЩЯЖбКИЪ§ВуЖрЕРКИЗьжЦБИЃЌЪЙгУЫПМЋЗХЕчЃЈEDMЃЉЃЌДгЖбКИКИЗьЩЯЧаЯТРДЫФИіШЋКИНгН№ЪєРЩьЪдМўЃЌШчЭМ5ЫљЪОЁЃЫФИіЪдМўЖМГЌЙ§СЫВФСЯзюЕЭРЩьЧПЖШЃЌМћБэ2ЁЃ
ЁЁЁЁЁЁЁЁЁЁ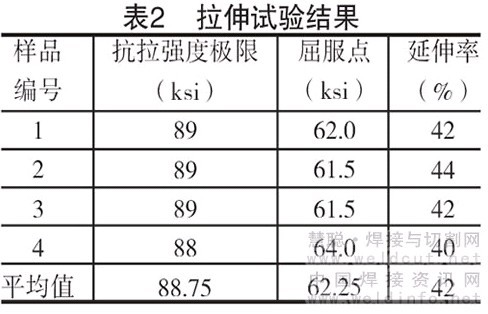
ЁЁЁЁРЉЩЂЧтКЌСПВтЪд
ЁЁЁЁНјааРЉЩЂЧтКЌСПЪдбщРДЦРМлЫЎЯТМЄЙтКИЙЄвеЙ§ГЬЖдЧтКЌСПЕФгАЯьЁЃНсЙћБэУїЃЌРЉЩЂЧтКЌСПЩйгкдкИЩдяЕФКИНгЬѕМўЯТВЩгУЪжЙЄЕчЛЁКИЃЈSMAWЃЉжИЖЈЕФКИЬѕH4ЯТРЉЩЂЧтКЌСПЁЃЪТЪЕЩЯ, ВаСєЕФЧтКЌСППЩгыЮйМЋыВЛЁКИдкПеЦјжаКИНгЪБЕФЧтКЌСПЯрцЧУРЁЃ
ЁЁЁЁЫЎЯТМЄЙтКИбљЦЗЕФЦНОљЧтКЌСПДѓдМ0.5КСЩ§/100ПЫЁЃЙњМЪКИНгбЇЛсЃЈМђГЦIIWЃЉБъзМЙцЖЈзюЕЭЧтКЌСП<5КСЩ§/ 100ПЫЁЃетаЉЖбКИЪдбљЕФЧтКЌСПНЯIIW ЯоЖЈвЊЕЭвЛИіЪ§СПМЖЁЃИљОнетаЉВтЪдЪ§ОнЃЌЫЎЯТМЄЙтКИЖбКИгыДЋЭГЫЎЯТЕчЛЁКИЯрБШЃЌбгГйЧтжТСбЮЦЕФУєИаадИќЕЭЁЃ
ЁЁЁЁЬњЫиЬхКЌСПМАЮЂЙлбаОПδ-FeКЌСПгУРДЦРЖЈВЛатИжКИНгЪБСбЮЦУєИаадЁЃЭЈЙ§ЪЙгУЪ§зжЪНЬњЫиЬхКЌСПЯдЮЂВтСПзАжУЃЌВтСПСЫЖрВуВЛатИжКИЭЗЃЌШчЭМ6ЫљЪОЁЃФИВФН№ЪєЕФЯЁЪЭгАЯьБЛЕкШ§ВуЫљПЫЗўЃЌЕкШ§ВуЬњЫиЬхКЌСПгыЬюГфН№ЪєВФСЯВтЪдБЈИцЃЈCM-RTЃЉЫљВтЖЈЕФКЌСПвЛжТЁЃ
ЁЁЁЁЁЁЁЁЁЁ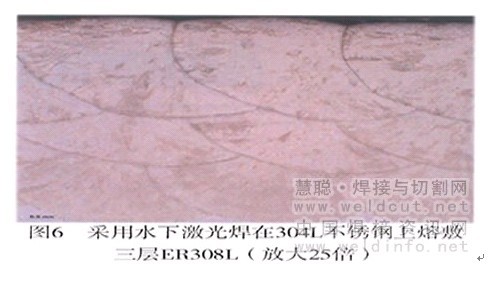
ЁЁЁЁНс Тл
ЁЁЁЁИљОнЫЎЯТМЄЙтКИНгВтЪдЃЌжївЊНсТлШчЯТЃК
ЁЁЁЁ1ЁЂВЩгУВрЭфКЭШЋКИНгН№ЪєРЩьЪдбщВтЪдКИЗьЕФЛњаЕадФмВЂВЛЪмЫЎЯТзївЕЕФгАЯьЁЃ
ЁЁЁЁ2ЁЂВЩгУРЉЩЂЧтКЌСПВтЖЈМАδ-Fe ЬњЫиЬхВтЪдЕФВФСЯадФмВтЪдВЛЪмЫЎЯТЛЗОГЕФгАЯьЁЃ
ЁЁЁЁ3ЁЂгВЖШЪдбщЁЂШДБДГхЛїЪдбщБэУї, ВЩгУЫЎЯТМЄЙтКИЙЄвеПЩвдЪЕЯжКИНгШШгАЯьЧјЕФгааЇЛиЛ№ЁЃ
ЁЁЁЁ4ЁЂМЄЙтКИЪЧПЩааЕФЫЎЯТаоИДЙЄвеЁЃ

ЛсдБЕЅЮЛ
- ЮфККБіИпКИвЕЗЂеЙгаЯоЙЋЫО
- ЮфККгшГЩМЄЙтжЧдьгаЯоЙЋЫО
- ГЃжнбИАВПЦММЙЩЗнгаЯоЙЋЫО
- КўББЭђАВЛЗБЃЪЏЛЏЩшБИгаЯоЙЋЫОЁ
- КўББГЄНЪЏЛЏЩшБИгаЯоЙЋЫО
- ЮфККЖЋКЃЪЏЛЏжиаЭзАБИгаЯоЙЋЫОЁ
- ЮфККМьАВЪЏЛЏЙЄГЬгаЯоЙЋЫО
- ЮфККаЧЛЊдЖКИИюЩшБИгаЯоЙЋЫО
- ЮфККТЁвкДяЛЗБЃЙЄГЬгаЯоЙЋЫО
- ЗќФмЪПжЧФмЩшБИЃЈЩЯКЃЃЉгаЯоЙЋЁ
- ЮфККМбЪПДяПЦММгаЯоЙЋЫО
- ЮфККЪЅУЏМьВтММЪѕгаЯоЙЋЫО
- ЩНЖЋАТЬЋЕчЦјгаЯоЙЋЫО
- ЮфИжДѓбЇММФмХрбЕжааФ
- ЮфККЮфЙјФмдДЙЄГЬгаЯоЙЋЫО
- жаНЛЖўКНОжНсЙЙЙЄГЬгаЯоЙЋЫО
- ЮфКККшіЮСЂаХН№ЪєжЦЦЗгаЯоЙЋЫОЁ
- ЮфККНЈЙЄМЏЭХЙЩЗнгаЯоЙЋЫО
- ЮфВ§ДЌВАжиЙЄМЏЭХгаЯоЙЋЫО
- ЮфККДЌВАжАвЕММЪѕбЇдК
- ЮфККвЛвБИжНсЙЙгаЯод№ШЮЙЋЫО
- НККгЭЬяЪЏгЭЙмРэОж
- ЮфККЙјТЏЙЩЗнгаЯоЙЋЫО
- ЮфККЬњУЊКИНгВФСЯЙЩЗнгаЯоЙЋЫОЁ
- ЙњЕчПЦбЇММЪѕбаОПдКЮфККЗждК
- жаНЈШ§ОжМЏЭХгаЯоЙЋЫО
- ЮфККЮфжиН№ЪєНсЙЙЙЄГЬММЪѕгаЯоЁ
- КўББИЃіЮжиаЭИжНсЙЙЙЄГЬЙЩЗнгаЁ
- КўББЪЁЙЄвЕНЈжўМЏЭХАВзАЙЄГЬгаЁ
- ББОЉЪБДњПЦММЙЩЗнгаЯоЙЋЫОЛЊжаЁ
- ЮфККШѓжЎДяЪЏЛЏЩшБИгаЯоЙЋЫО
- ЮфККЪаШЫЗРЙЄГЬзЈгУЩшБИГЇ
- ЮфДЌжиаЭЙЄГЬЙЩЗнгаЯоЙЋЫО
- ЮфККДѓЮїбѓКИНгВФСЯгаЯоЙЋЫО
- КўББЪЁЕчСІЙЋЫОЕчСІПЦбЇбаОПдКЁ
- ЮфККНЛЭЈжАвЕбЇдК
- КўББЖѕИжЗсЕиНЈЩшгаЯоЙЋЫО
- жаНЈПЦЙЄМЏЭХгаЯоЙЋЫО
ЗЕЛиЪзвГ>>
КИНгММЪѕЁЄОјЛю
ЫЎЯТМЄЙтКИздЖЏЛЏаоИДЙЄве
- ЩЯвЛЬѕаХЯЂЃККИНгжАвЕЮЃКІгыЗРЛЄДыЪЉ
- ЯТвЛЬѕаХЯЂЃКЙЄвЕЛњЦїШЫЕФЙиМќММЪѕМАгІгУЧїЪЦЁ